#Megacasting##钢牙套##长安汽车#
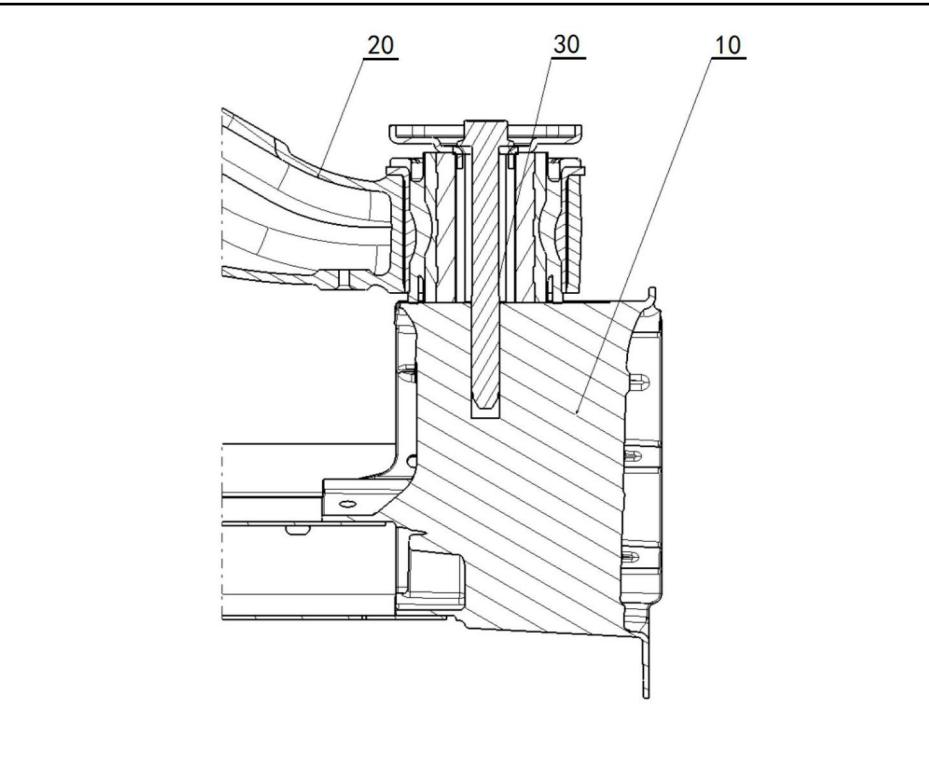
一般而言,安装副车架的4个螺栓孔,都是直接在铸件上机加工出来图1;
然而现在发现螺栓经常滑牙导致整个铸件报废。
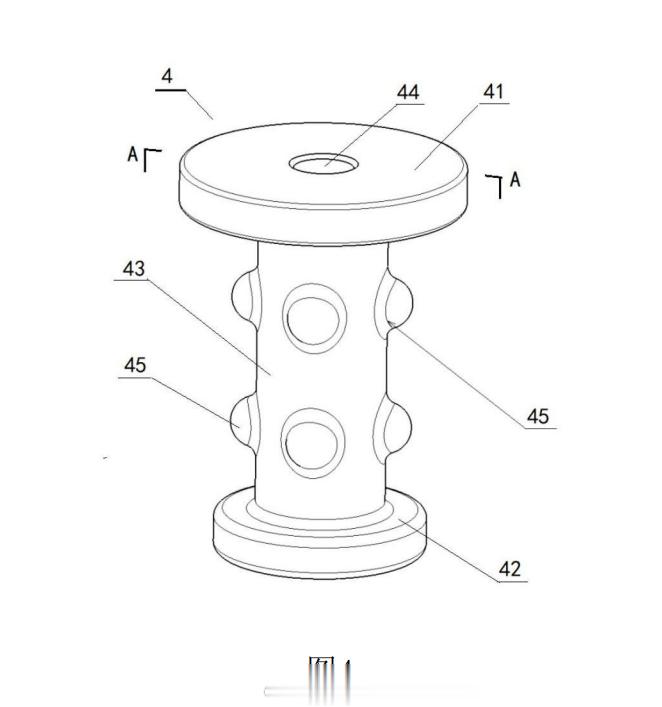
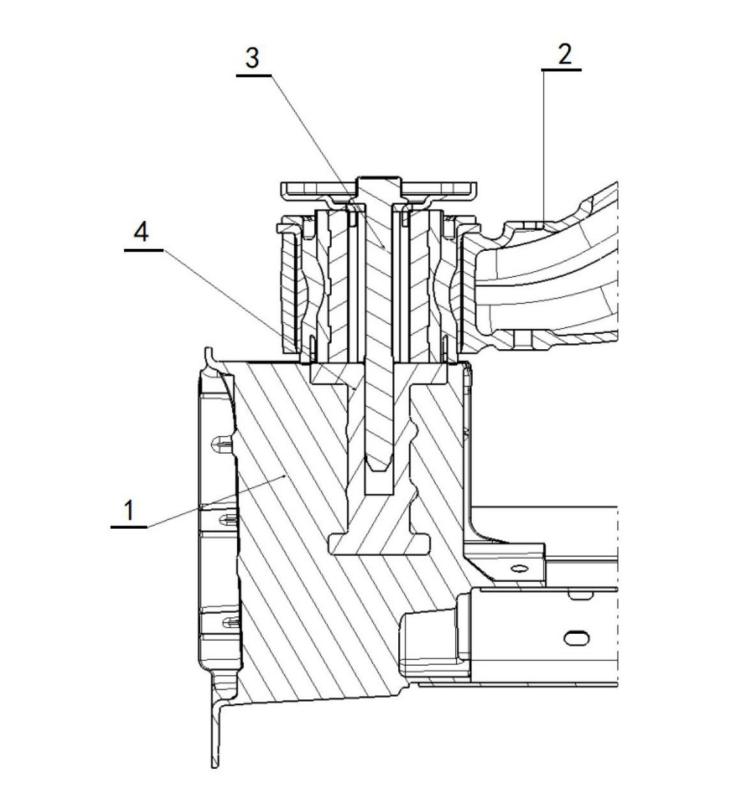
一个改进办法是在铸件里镶钢套图2,然后再在钢套攻牙,可以有效解决这个问题;图3
不过,在铸件里铸个钢套,也是不简单的事情;
第一步,制造铸钢镶件;先通过模具及铸钢工艺制造铸钢镶件铝合金地板4铝合金地板,铸钢镶件上设有预留孔铝合金地板44铝合金地板,预留孔通过在模具上设置抽芯杆形成,为后续机加工序减少加工余量做准备;再将铸钢镶件毛胚从模具上去出进行热处理,以达到设计需要的刚度和强度,然后,进行去毛刺的处理,去毛刺工序可以使用人工去毛刺或者在机器人上安装打磨工具进行自动化去毛刺以降低人力成本,最后,形成预制半成品铸钢镶件;
第二步,搬运铸钢镶件;将铸钢镶件搬运至铝合金地板高压铸造区域,在预热设备
内进行预热处理,使铸钢镶件温度低400摄氏度左右;由于铸钢镶件为铸造钢件,在后续与铝合金液体在“压铸岛”内融合压铸的过程中需要保证铸钢镶件进入模具的温度与铝合金液体温度相差在300摄氏度左右,即铸钢镶件温度低400摄氏度左右,铝合金液高690摄氏度左右;
第三步:在压铸模具内安装铸钢镶件;先由带铸钢镶件夹具的上件机器人将预热
设备内的铸钢镶件抓取送入压铸模具内,模具设置有铸钢镶件的定位销,使铸钢镶件上的预留孔铝合金地板44铝合金地板与模具上的定位销配合实现定位后,上件机器人在退出模具,然后,由喷涂机器人将压铸模具表面做喷涂处理;喷涂的目的是为了保证铸钢铸件的外观品质和易于制件脱模,然后机器人退出。
第四步,压铸模具合模;在“压铸岛”内进行压铸铝合金地板;
第五步,开模取出铝合金地板;压铸铸铝合金地板过程结束,打开压铸模具并顶出压铸的铝合金地板;再由取件机器人伸入模具抓取压铸的铝合金地板并退出模具,并将压铸的铝合金地板放到冷却设备上进行冷却;
第六步,去除冒口及毛刺;由取件机器人抓取压铸的铝合金地板到去除铸造冒口
设备上进行铸造冒口的去除以及毛刺的清理;
第七步,进行机械加工;先铣削安装面,再扩预留孔,最后攻螺纹,得到具有铸钢镶
件的铝合金后地板。 #大V聊车#、#汽场全开#、 #汽车新知加油站#