
激光焊是一种以聚焦的激光束作为能量折射焊件所产生的热量进行焊接的方法。由于激光具有折射、聚焦等光学性质,使得激光焊非常适合于微型零件和可达性很差的部位的焊接。激光焊还有热输入低,焊接变形小,不受电磁场影响等特点。

激光熔焊利用两层板件受热后熔化再冷却使两层板件凝聚在一起,该工艺无需添加焊丝或其它材料。
焊接前

焊接后

激光熔焊系统组成:机器人、激光源、焊接头、水气单元。
机器人:激光焊接路径,参数等控制执行设备
激光源:为激光焊提供能量的设备
焊接头:熔焊的执行设备
水气单元:冷却水和工作气控制设备
质量优化
问题一:顶盖未和侧围融合,焊缝出现"锯齿"状,焊接失效

解决方法:①确认焊接前板件是否变形,焊缝间板件是否完全贴合

解决方法②:如果板件无问题,可能因为由于顶盖和侧围搭接处存在间隙,导致焊接过程中镇压轮向前运行过程中,将间隙全部聚众到一起,导致顶盖与侧围距离大未贴合。解决方法为合理设置压力,压力由起始点到目标点逐渐增大

问题二:焊接后出现大量的气孔。

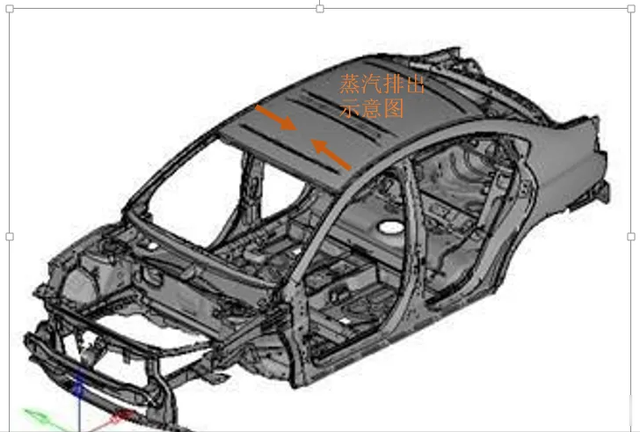
焊接后出现气孔的原因:①焊接头的向下压力过大,导致焊接过程中蒸汽无法从内部排出(如图一)。②功率过小未熔透板件。③板件边角度小蒸汽无法从内部排出(蒸汽排气原理如图二),镀锌板容易出现该情况。
图一

图二
问题三:焊接后焊缝颜色局部泛黄。

焊缝颜色泛黄原因:功率偏小,焊接时的温度不达标,导致板件未完全熔化就冷却导致局部泛黄
问题四:镀锌板顶盖质量优化。

首先,镀锌板顶盖和非镀锌板的顶盖的参数不兼容。
镀锌板顶盖焊接后焊缝会出现大量的气孔和飞溅,其原因为镀锌板顶盖的镀锌层不易被熔破且蒸汽也不易被排出,焊接表面会出现大量的气孔和飞溅,这就需要焊接功率比非镀锌顶盖功率更大,顶盖料边的角度也更大。
