

人们通常认为预热是一件普通的事情。它包括将待焊件在焊接之前以及焊接过程中加热到高于环境 的某个温度。现代规范通常基于材料要求实施预热至某一等级(level)。本文将详细说明预热的要求、作用以及不恰当实施的种种做法。
一、预热的作用
预热包括将待焊件在焊接之前以及焊接过程中加热到高于环境的某个温度。构造和施工规范常 常规定预热。然而,在某些条件下,可以采用其他可替代的方法来代替预热。无论预热是否需要,预热都可以起到下述综合的作用:
·降低焊缝与相邻母材中的收缩应力,特别是高拘束焊接接头。
·降低临界温度范围的冷却速度,从而避免焊缝和热影响区(HAZ)过度硬化和延展性降低。
·降低 400°F 温度范围的冷却速度,让氢有更多的时间从焊缝和临近母材中逸出,以避免氢致裂纹。
·清除污染物。
二、预热的方法
除了标准的最低要求外,预热总量可以通过以下一个或多个方法确定:
·计算器
·碳当量评估
·开裂参数评估
·火花试验评估
·经验评估
常常要根据不同的坡口形状和拘束条件来确定预热温度范围。虽然很多规范都规定了最低预热温度,但很可能是:某些情况下低得多的温度就足够了,而在其他情况下则需要高得多的温度。
1.计算器
在历史进程中可以得到各种各样的“预热计算器”。大部分为直线形的和圆形的,它们根据母材和厚度而预测预热温度。
2.碳当量
碳当量(CE)可以用作确定预热的实际必要性和预热等级的方法。碳当量计算公式如下:
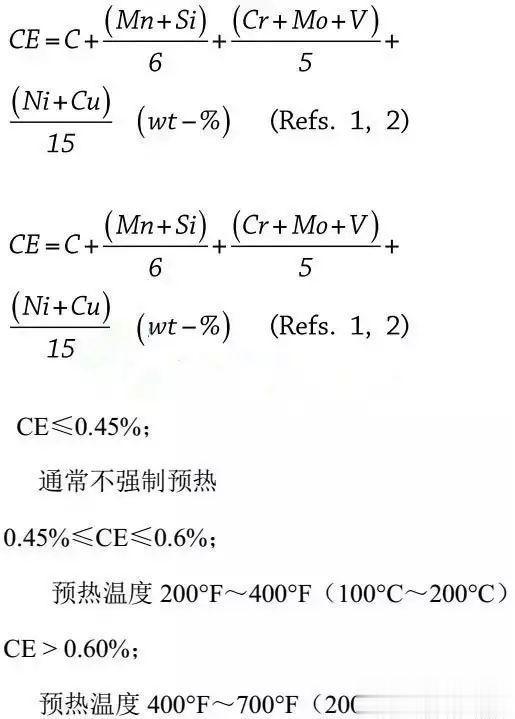
当 CE > 0.5%,考虑到延迟裂纹的风险,应当将最终的无损检查(NDE)至少延迟24小时。
3.开裂参数
当碳含量≤0.17(重量百分比),或涉及到高强钢时,可以使用Ito & Bessyo裂纹量度参数 (Pcm)。对于何时需要预热,何时要强制预热,以及推荐什么预热温度,这种方法提供了更加准确的评估。公式如下:

4.火花试验
用火花试验评估碳钢中的碳含量有数十年之久。更高含量的碳或者更细小的火花,则需要更多的预热。本方法虽不够精确,但确实提供了需要的预热温度相对等级的一种简单方法。
5.经验评估
根据每10个点的碳(重量百分比0.10%)采用的预热温度为100°F(50°C),这虽不够精确,但却是有效的方法。例如,如果碳含量为0.25%,那么,250°F(125°C)温度也许是适当的,或者至少以此为最低值。
某些情况,诸如附近有涂层或者其他元件,从而使得原建造规范规定的预热变得不宜进行或者操作。然而,如果焊接热输入接近所用的、经评定的焊接工艺热输入的最大值,那么,传输到装配件的热量可能通过热输入而平衡,结果导致受影响的母材加热到、甚至超过最低预热要求,从而允许放松从外部进行预热的实施。
需要注意的是,这里使用的华氏和摄氏(°F——°C)的温度范围和不精确转换。这样做是故意为之的,因为预热并非是一门精密的科学。许多情况下,不出现诸如要去除开裂这样的麻烦时,是不会持续提高预热温度的 。相反地,即使预热温度低于已在实际应用采用了的、推荐或者规范的要求,也常常能够成功。
三、预热的实施
应当仔细控制预热的实施工艺,以避免在执行中使预热被忽视。如果作了优选,焊接方法和焊接耗材都不大会引入氢。某些工艺能够最大限度地减少或降低残余应力。应该仔细地监控以确保正确使用工艺方法。下面的介绍或许对成功实施这些工艺很重要。
1.焊接坡口几何形状与技术
焊接过程中所用的技术对于收缩、产生的残余应力、控制热输入和避免裂纹等具有显著作用。
比起长焊缝,短焊缝能够最大限度地减少纵向收缩。当需要减少残余应力时,可以采用分段退焊法或者特殊的焊接顺序。
控制或最小的热输入。应当采用小幅度摆动的直线焊道,而非大幅度摆动的焊道。
2.最大程度减少开裂
实施合适的工艺技术,能够最大限度地减少或者消除弧坑裂纹和焊道裂纹。
1)为了最大限度地避免裂纹,熔敷应使焊道呈圆截面而非薄且宽截面。
2) 应避免突然引弧或者停弧。同时结合操作方法和焊道成形技术,或通过焊接电源的电子控制,采用沿斜坡向下/向上的操作技巧。
3)为了避免来自收缩和常见的构造影响,应该熔敷足够的材料以避免裂纹。为了避免由于熔敷的焊缝金属不足而造成开裂,一个好的经验(以及如许多构造规范所要求的那样)是至少熔敷3/8 In.(10mm) 或者坡口焊缝厚度的25%。
3.预热方法
在工厂或工地,可以用火焰(空气-燃气或氧-燃气),电阻或者电感应方法进行预热。除非另有规定,否则,不论采用何种方法加热,预热都应均匀并遍及整个厚度。
四、预热的监控
有多种设备可用于测量和监测温度。应当对要被焊接的组件或工件进行预热,以使热量渗透到材料中。只要有可能,这些都应该被监控和验证。在大多数应用中,监控表面温度所预定的距离焊缝边缘的距离通常 1 英寸是足够的。会导致或使焊缝坡口受到污染,这样获取读数的方法是不可接受的。
1.温度指示蜡笔
这些蜡笔或铅笔状工具被设计成在特定温度下熔化。这可以作为一种简单而经济的方法来判定 是否已经达到最低预热温度,即蜡笔熔化的温度。其局限是当部件预热温度高于蜡笔熔点时,则不能量化确定真实的预热温度。当担心温度过高时,可采用具有不同熔点温度的蜡笔。
2.电气/电子温度监控
对预热和焊接操作而言,可以采用具有模拟或数字读数的接触高温计或直读热电偶这类瞬时装 置。所有设备应当进行校准,或者可以用某些方法来验证其测量的温度范围符合要求。因为它们提供连续监测和数据存储的能力,用于预热和焊后热处理(PWHT)这两者的瞬时测量装置应采用具有图表记录或数据采集系统的热电偶。
3.非传统监控
在确定预热温度是否适当方面许多非传统方法已使用了数十年之久。当然,其中之一是将唾液或烟丝汁滴在零件上。发出的“嘶嘶”声的量是温度的一个指标。虽然不精确,许多“老前辈”都曾经采用过这种做法。
另一种稍微精确的确定预热温度的方法是通过使用的氧-燃气割炬。将火焰调节到高的碳化焰, 以使在需要预热的区域积聚一层烟灰。然后,将火焰调节到中性焰并加热烟灰区域。当烟灰消失时,表面温度大约超过 400°F(200℃)。
确保焊件的整个厚度或焊件区域都已达到要求的预热温度是非常重要的,然而大多数监测仅针对外表面而已。同时要注意的是,必须避免对母材的预热加热过度,尤其在采用电阻加热或者电磁感应加热时。现在,许多业主要求将热电偶放置在每一个电阻加热板或感应线圈下面,进行监测以避免出现过热的情况。
五、小结
不管是否需要预热,也不论所采用的方法,预热都可以获得下列好处:减少在焊缝和相邻母材中的收缩应力,特别对高拘束的接头;使通过临界温度范围的冷却速度更慢,以防止焊缝和热影响区(HAZ)过度硬化和延展性降低;使得在400°F(200°C)温度范围冷却更慢,允许焊缝和临近母材区的氢扩散逸出的时间更长,从而避免氢致延迟裂纹的发生;还会去除污染物。使规定的预热温度穿透整个母材厚度总是人们所期望的,但必须避免经常不适当的局部预热可能导致材料损坏。
