
一、焊接简述
1什么是焊接

焊接也叫熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
2什么是焊缝

焊缝(welded seam)利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝。焊缝金属冷却后,即将两个焊件连接成整体。
3焊接的发展历史
公元前4000年
埃及开始用火焊接金。

公元前2700年
开始用火焊接铜管。
公元前700年
印度德里开始浇注焊接圆柱。


19世纪末
出现最早的现代焊接技术:先是弧焊和氧燃气焊,稍后出现了电阻焊。
20世纪早期
第一次世界大战和第二次世界大战后先后出现手工电弧焊,以及熔化极气体保护电弧焊、埋弧焊(潜弧焊)、药芯焊丝电弧焊和电渣焊这样的自动或半自动焊接技术。


20世纪下半叶
焊接技术的发展日新月异,激光焊接和电子束焊接被开发出来。
二、焊接方法
1焊接的分类

焊接可分为:熔焊、压力焊、钎焊。
2常见的焊接方法
常见的焊接方法有手工焊条电弧焊;埋弧自动焊;气体保护焊;电渣焊;电阻焊;钎焊等。
2.1 手工焊条电弧焊
电弧:发生在工件与焊条这两极之间强烈而持久的气体放电现象,包括三部分:弧柱区、阴极区和阳极区.


电弧焊:利用电弧燃烧提供热源的焊接方法。
手工电弧焊:利用手工操纵焊条进行焊接的电弧焊方法,也称手弧焊。

焊接过程:
1) 电弧在焊条与被焊件之间燃烧, 电弧热使工件和焊条同时熔化成熔池;
2) 电弧使焊条的药皮熔化或燃烧, 产生熔渣和气体, 对熔化金属和熔池起保护作用;
3) 当电弧向前移动时,后面的熔池冷却凝固而新的熔池又不断产生,从而形成连续的焊缝。
主要特点及应用
手工电弧焊设备操作简单,适应性强,生产效率低,劳动强度大,焊接接头质量不易保证。可焊接大多数金属,适用于各种焊接位置,而且既可焊薄板也可焊厚板。
2.2 埋弧自动焊
自动焊——焊接动作由机械装置自动完成。
埋弧焊——电弧在颗粒状焊剂层下进行燃烧的焊接。


焊接过程:
1) 焊剂由漏斗流出,均匀地堆敷在工件被焊处上形成焊剂层(30~50mm);
2) 连续送进的焊丝在焊剂层下与焊件间产生电弧,使焊丝、工件和焊剂熔化,形成金属熔池,并使它们与空气隔绝;
3) 随着焊机自动向前移动,电弧不断熔化前方的焊件金属、焊丝及焊剂,而熔池后方的边缘开始冷却凝固形成焊缝,液态熔渣随后也冷凝形成坚硬的渣壳。

主要特点及应用
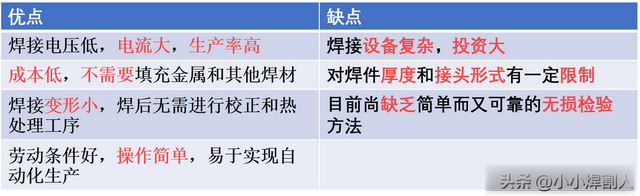
埋弧焊生产效率高(比手弧焊提高5~倍);焊接质量好( 气孔、夹渣少);成本低(省工、省时、省料);劳动条件好(无飞溅, 劳动强低)。当然埋弧自动焊不适用于复杂焊缝及狭小空间的焊接,设备复杂,所需焊接电流大(电流小时造成电弧不稳);适用于生产、中厚板结构的长直焊缝和较大直径的环缝,如锅炉、压力容器、船舶等。

发展
为了既能得到合理的焊缝成形和良好的焊接质量,又能提高焊接速度,就出现了多丝埋弧焊。

广泛用于需要较高焊接效率的应用,比如风电、海工、造船、压力容器、重型机械、管道等行业。
2.3 气体保护焊
气体保护焊:利用气体作为电弧介质并保护电弧和焊接区的电弧焊
主要分类:根据电极是否熔化和保护气体类型进行分类
非熔化极(钨极)惰性气体保护焊(GTAW/TIG)熔化极(活性)气体保护焊 (GMAW/MAG)熔化极惰性气体保护焊(MIG)其中电极分为非熔化极(钨极);熔化极,主要区别如下图所示:
保护气体分为:
氩气(氩弧焊);CO2(CO2气体保护焊)。
1)氩弧焊

氩弧焊主要用于焊接易氧化的有色金属和合金钢(主要用Al、Mg、Ti及其合金和不锈钢的焊接)。
2)CO2气体保护焊
CO2气体保护焊主要适用于低碳钢、低合金钢薄板( 0.8~4mm )的焊接。必须采用含脱氧剂的焊丝,直流反接;且焊接时不能有风,最好进行室内焊接。

2.4 电渣焊
电渣焊:利用电流通过熔渣所产生的电阻热熔化焊丝和母材而形成焊缝的焊接方法。
焊接过程
1) 在开始时,使焊丝与起焊槽短路起弧;
2) 不断加入少量固体焊剂,利用电弧的热量使之熔化,形成液态熔渣;
3) 待熔渣达到一定深度时,增加焊丝的送进速度,并降低电压,使焊丝插入渣池,电弧熄灭,从而转入电渣焊焊接过程。


应用:
电渣焊适用于垂直立焊,焊接40~450mm的厚板,一般用于直缝或环缝焊接、厚板拼接、炼钢厂高炉的垂直焊接、大型铸件、锻件的焊接等。
2.5 电阻焊
电阻焊:利用电阻热为焊接热源,在压力作用下进行的焊接。
具体分类:
电阻焊可分为点焊、缝焊、对焊

1)点焊
点焊:焊件装配成搭接接头,利用柱状电极加压通电,产生电阻热熔化焊件金属,形成熔核(焊点)的电阻焊方法。

点焊过程及分流现象
点焊过程:加压——通电——断电——去除压力
分流现象:当焊接第二点时,已成焊点会导通电流,造成功率损耗。使焊接处的电流减小,影响焊接质量。
防止分流:两焊点间应有一定距离。
相邻两焊头的距离不能太小,最小点距见下表。

应用:
点焊主要用于薄板冲压结构和钢筋构件;适用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。
2)缝焊
缝焊:焊件装配成搭接或斜对接头置于两滚轮电极之间,滚轮加压焊件并转动,带动焊件向前移动,连续或断续送电,利用电阻热熔化焊件金属,形成一连串焊点的电阻焊方法。
分类


3)对焊
对焊:利用电阻热将两工件沿整个端面同时焊接起来的一类电阻焊接方法就叫做对接电阻焊,简称对焊。
对焊可分为电阻对焊和闪光对焊。
电阻对焊:将两工件端面始终压紧,利用电阻热加热至塑性状态,然后迅速施加顶锻压力(或不加顶锻压力只保持焊接时压力)完成焊接的方法就叫电阻对焊。



闪光对焊:焊件装配成对接接头,接通电源,并使其断面逐渐移近至局部接触,在电阻加热下使断面金属熔化并飞出,形成闪光,直至端部在一定深度范围内达到预定温度时,迅速施加顶锻力完成焊接的方法。

闪光对焊过程:加压---通电---闪光---顶锻

2.6 钎焊
钎焊:利用熔点比焊件低的金属作为钎料,将焊件(母材)和钎料加热到高于钎料熔点、低于母材的熔化温度,钎料熔化并润湿母材,填充接头间隙,并与母材相互扩散形成焊接接头的方法就叫钎焊。
钎焊过程:
钎料熔化--液态钎料流入接头间隙--钎料与母材相互间扩散---填满间隙--凝固后形成接头

钎焊的分类



