
三、其他焊接方法
其他焊接方法我们这里总结了8种,下面依次进行讲解分享。
1摩擦焊
摩擦焊:利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法就叫摩擦焊。
1.1 焊接过程

1)焊件发生相对运动;
2)两焊件间发生端面接触,进而产生摩擦热;
3)待断面达热塑性状态时,迅速顶段施压完成焊接。
1.2 优缺点及应用


2激光焊
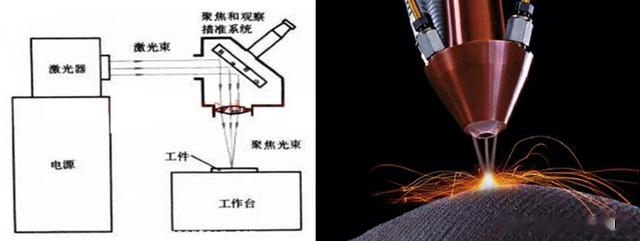
激光焊:利用激光辐射加热待加工表面,表面热量通过热传导向内部扩散,使工件熔化,形成特定的熔池,待熔池凝固后形成焊缝。
2.1 优缺点及应用


3等离子弧焊
等离子弧焊:孤柱受到压缩,使能量高度集中,弧柱中气体充分电离的电弧,就叫做等离子弧,又称压缩电弧。

3.1 焊接过程

气体由电弧加热发生初步电离,在高速通过水冷喷嘴时受到压缩,增大能量密度和电离度,形成等离子弧。由于等离子弧的高热量、高熔透力致使焊接处工件熔化,形成熔池,从而实现对工件的焊接。
3.2 优缺点及应用


4电子束焊

利用加速和聚焦的电子束轰置于真空或非真空中的焊件所产生的热能进行焊接的方法就叫电子束焊接。也就是说,焊接所需热量是由电子束轰击焊件所产生的。
4.1 焊接过程
 电子枪阴极由于直接或间接加热而发射电子;该电子在高压静电场的加速下,然后再通过电磁场的聚焦就可以形成高能量密度的电子束;高能密度电子束去轰击工件,巨大的动能转化为热能,熔化焊件,形成熔池,进而完成焊接。
电子枪阴极由于直接或间接加热而发射电子;该电子在高压静电场的加速下,然后再通过电磁场的聚焦就可以形成高能量密度的电子束;高能密度电子束去轰击工件,巨大的动能转化为热能,熔化焊件,形成熔池,进而完成焊接。4.2 优缺点及应用

5超声波焊

超声波焊:利用超声波的高频振荡能对工件接头进行局部加热和表面清理,然后施加压力实现焊接的方法就叫超声波焊。
5.1 焊接过程
 低频交流电转为高频交流电;电能转为机械振动能;增大振幅施压,焊头与工件接触进行焊接
低频交流电转为高频交流电;电能转为机械振动能;增大振幅施压,焊头与工件接触进行焊接5.2 优缺点及应用

6高频焊
利用高频电流在工件内产生的电阻热,将工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属结合的方法就叫高频焊。
集肤效应:当导体通以交流电流时,大部分电流仅沿导体表层流动的现象。
邻近效应:当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的现象。
简单地说,集肤效应就是“电流走表层”;邻近效应就是“电流抄捷径”。
7扩散焊
将焊件紧密贴合,在一定温度和压力下保持一段时间,利用接触面之间原子的相互扩散作用,形成联接的焊接方法就叫扩散焊。
7.1 焊接过程
7.2 优缺点及应用
8爆炸焊

利用炸药爆炸产生的冲击力造成工件迅速碰撞而实现焊接的方法就叫爆炸焊。
爆炸焊也是压力焊的一种。
8.1 焊接过程

小形工件焊接,平行法和角度法均可;
大面积焊接时,多用平行法。避免两板前段间隙过大,致使复板过分加速而使撞击能量过大,造成板材边部打伤、打裂而减少复合板有效面积及耗费板材。
8.2 优缺点及应用


四、焊接材料
焊接时所消耗材料的通称就叫焊接材料,简称焊材;例如焊条、焊丝、金属粉末、焊剂、气体等。
1焊条

焊条:涂有药皮供弧焊用的熔化电极称为电焊条,简称焊条;焊条由焊芯和药皮(涂层)组成。

1.1 焊芯
焊条中被药皮包覆的金属芯称焊芯。
焊芯既是电极(传导电流)又是填充金属(与熔化的母材结合形成焊缝)。
1.2 药皮
药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。
1.2.1 药皮的作用
1)机械保护(气、渣联合保护)
产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触;
凝固的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化;
2)冶金处理(脱氧、去磷、去硫、合金化)
去除有害元素,补充合金元素。
3)改善焊接工艺性能 (稳弧)
使电弧易引燃,燃烧稳定,飞溅小,焊缝成形美观,易脱渣,适宜全位置焊等。
1.2.2 药皮的组成

1.3 焊条的分类
1)按熔渣的碱度分类

2)按焊条的用途分类
结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
3)按药皮的化学成分分类
氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
1.4 焊条的型号
焊条型号是以焊条国家标准为依据,反应焊条主要特性的一种表示方法。
焊条的型号包括以下含义:焊条类别、焊条特点(焊芯金属类型、使用温度、熔敷金属化学成分、抗拉强度等)、药皮类型及焊接电源。

1.5 焊条的牌号
焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。电焊条的牌号共分为十大类,如结构钢焊条、耐热钢焊条、不锈钢焊条等。

1.6 焊条的选用
焊条的选用是否合理,就需要根据焊条的工艺性能指标的优劣来衡量。
a 工艺性能指标
1)电弧稳定性
电弧容易引燃,并且保持稳定燃烧(不产生断弧、漂移和磁偏吹等)的程度。
2)焊缝成形
成形良好——是指表面光滑,波纹细密美观、焊缝几何形状及尺寸正确。
3)各种位置焊接的适应性
全位置焊接适应性——所有焊条都能进行平焊,但对于横焊、立焊、仰焊,有些焊条就不适应了,故它们的全位置焊接性能不好。

4)飞溅
焊接过程中由熔滴或熔池中飞出的金属颗粒称为飞溅。

5)脱渣性
是指焊后从焊缝表面清除渣壳的难易程度。
6)焊条熔化速度
是焊条施焊时单位时间内熔化焊芯的质量和长度;相对而言,熔化速度越大越好。
7)焊条药皮的发红
是指焊条在使用到后半段时,由于药皮温度过高而发红、开裂或药皮脱落的现象。
8)焊接烟尘
b 焊条的选用原则
等强度原则---是指所选用焊条熔敷金属的抗拉强度与被焊母材金属的抗拉强度相等或相近。等韧性原则---是指所选用焊条熔敷金属的韧性与被焊母材金属的韧性相等或相近。等成分原则---是指所选用焊条熔敷金属的化学成分符合或接近母材金属。1.7 焊条的使用及储存
a 焊条的烘干
焊条易从空气中吸收水分而受潮,会影响工艺性能及焊缝质量,故焊条(特别是碱性焊条)在使用前必须烘干。
一般酸性焊条烘干温度为75 ~ 150℃,保温1 ~2h;
碱性焊条为350 ~ 400℃,保温1 ~2h。
焊条累计烘干次数不宜超过3次。
b 焊条的储存
1)焊条必须分类、分型号、分规格存放,避免混淆。
2)必须存放在通风良好、干燥的库房内。重要焊接结构使用的 焊条,特别是低氢型焊条,最好储存在专用的库房内,控制室内温度5℃以上,相对湿度不超过60%。
3)焊条必须放在离地面和墙壁的距离均在0.3m以上的木架上,以防受潮变质。
2焊丝
焊丝:焊接时作为填充金属或同时用来导电的金属丝叫做焊丝。

2.1 焊丝的分类

1)实心焊丝
将线材直接拉拔成目标线径而成的,没有药粉的焊丝就叫实心焊丝。




2)药芯焊丝
将薄钢带卷成不同的截面形状,在其中填充药粉,经拉制而成的一种焊丝叫做药芯焊丝。

填充的药粉称为药芯,其作用效果与焊条药皮类似。



生产过程
对于有缝药芯焊丝的生产,常用“钢带法”;
对于无缝药芯焊丝的生产,常用“钢管法”。

优缺点
3焊剂

3.1 焊剂的分类
(1)按用途分类
可分为埋弧焊焊剂、电渣焊焊剂及堆焊焊剂;
(2)按制造方法分类
可分为熔炼焊剂和非熔炼焊剂。
(3)按熔渣的碱度分类
可分为酸性焊剂、中性焊剂和碱性焊剂。
1)酸性焊剂 (碱度B<1.0)
熔渣以酸性氧化物为主,焊接工艺性能良好,焊缝成形美观;焊缝金属含氧量高,低温冲击韧性较低。
2)中性焊剂 (碱度1.0~1.5)
熔敷金属的化学成分和焊丝的化学成分相近,焊缝金属含氧量有所降低。
3)碱性焊剂 (碱度B>1.5)
熔渣以碱性氧化物和氟化钙为主,焊缝金属含氧量低,冲击韧性较高,抗拉性好。



4钎料

4.1 钎料需要满足的条件
(1)合适的熔点(比母材低几十度);
(2)具有良好的润湿性;
(3)与母材充分溶解、扩散;
(4)成分均匀稳定;
(5)具有经济性、安全性(少用贵金属和有毒金属)。
4.2 钎料的分类
1)按熔点分类
软钎料(易熔钎料)---熔点低于450℃的钎料,如:锡铅钎料、镉银钎料、铅银钎料等;
硬钎料(难容钎料)---熔点高于450℃的钎料,如:铝基、铜基、银基、镍基钎料等。
2)按主要化学成分分类
根据钎料主要金属元素,相应称为 × 基钎料,如钎基钎料、锌基钎料等。
3)按形状分类
可分为丝、棒、片、箔、粉状或特殊形状钎料(例如环形钎料或膏状钎料等)。
4.3 钎料的应用
(1)软钎料
主要用于焊接受力不大、工作温度较低的工件,如各种电器导线的连接及仪器、仪表元件的钎焊等电子线路的焊接。
(2)硬钎料
主要用于焊接受力较大、工作温度较高的工件,如自行车架、硬质合金刀具、钻探钻头等机械零部件的焊接。
5钎剂
在进行钎焊焊接工艺时,为了能够获得更加良好的焊接接头,我们有必要根据钎料的不同,合理地搭配钎剂,共同作为钎焊工艺中的焊接材料。
钎剂:钎焊时使用的熔剂叫做钎剂,有膏状、粉状等。

5.1 钎剂的作用
1)清除钎料和母材表面的氧化物;
2)改善液态钎料对焊件的润湿性;
3)保护焊件和液态钎料在钎焊过程中免于氧化。
5.2 钎剂需满足的条件
1)具有足够的去除母材及钎料表面氧化物的能力;
2)钎剂的熔点及最低活性温度应低于钎料的熔点;
3)在钎焊温度下具有足够的润湿性;
4)钎剂的挥发物应当无毒性;
5)钎剂及其残渣对钎料及母材的腐蚀性要小且容易清除。
5.3 钎剂的分类
1)软钎剂--- 在450℃以下进行钎焊所用的钎剂,可分为无机软钎剂和有机软钎剂。
a.无机软钎剂(腐蚀性软钎料)--- 组分为无机盐和无机酸,其具化学活性强,热稳定性好,能显著促进液态钎料对母材的润湿,但该钎剂的残渣具有强烈的腐蚀作用。
b.有机软钎剂(非腐蚀性软钎剂)--- 其化学活性比较弱,对母材几乎无腐蚀作用。
如松香、胺、有机卤化物等都属于非腐蚀性软钎剂。
2)硬钎剂--- 在450℃以上进行钎焊所用的焊剂,其粘度大、活性温度相当高,必须在800℃以上使用,并且钎剂残渣难于清除。
常用的硬钎剂是硼砂、硼酸及其混合物,在硼化物中加入碱金属和碱土金属的氟化物及氯化物,可以改善硼砂、硼酸钎剂的润湿能力,提高去除氧化物的能力,以及降低钎剂的熔化温度及活性温度。
6气体

焊接用气体主要是指气体保护焊(二氧化碳气体保护焊、惰性气体保护焊)中所用的保护性气体和气焊、切割时用的气体。焊接时保护气体既是焊接区域的保护介质,也是产生电弧的气体介质;气焊和切割主要是依靠气体燃烧时产生的热量集中的高温火焰完成。
1)常用的保护气体

2)常用的气焊、切割用气体
即助燃气体(O2)和可燃气体(乙炔C2H2)
6.1 焊接常用气体的特性和用途



6.2 混合气体在焊接中的应用
1)Ar + He
改善焊缝熔深,减少气孔,提高生产效率,适用于铜、铝及其合金以及钛、锆等金属。
2)Ar+ H2
加入氢气可提高电弧温度,增加母材热量输入,可抑制CO气孔,该混合气为还原性气体,适用于镍及其合金,以及不锈钢管道。
3)Ar+ N2
加入N2,电弧温度提高,加入少量N2可提高电弧刚度并改善焊缝成型,适用于有色金属铜、铝等有色金属的焊接。
4)Ar + O2
Ar+O2(低含量)氧气含量为1~5%,可改善溶液的润湿性,减少气孔,稳定电弧,适用于不锈钢(包括低碳钢和低合金钢的焊接)
Ar+O2(高含量)氧气含量为20%左右,提高生产效率,减少气孔,提高焊缝的冲击韧性,适用于碳素钢和低合金结构钢。
5)Ar + CO2
电弧稳定、飞溅小,很容易获得轴向喷射过渡,焊缝成型较好,应用范围广(可用于喷射过渡也可用于短路过渡)
6)Ar + CO2+ O2
验证明,80% Ar+15%CO2+5%O2混合气体对于焊接低碳钢低合金钢是最佳的,无论焊缝成型,接头质量以及金属熔滴过渡和电弧稳定性方面都非常满意。

7)CO2 + O2
熔敷速度高,熔深大,焊缝金属含氢量较低,能采用强规范(大电流)进行焊接,并且电弧稳定、飞溅很小。
