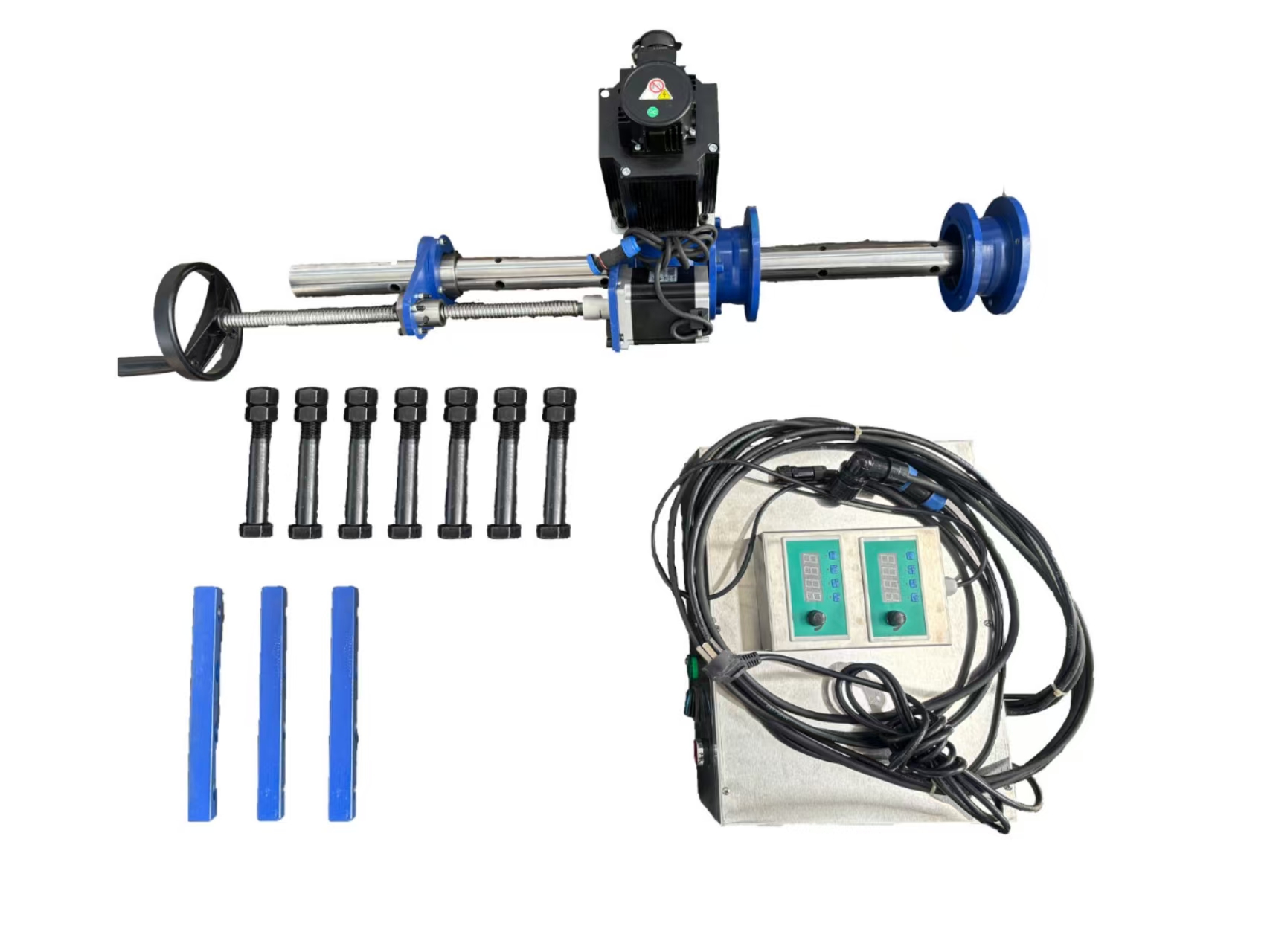
在工程机械维修、油缸修复、销轴孔修补行业,镗焊一体机是不可或缺的核心设备。它集焊接、镗削、修孔、修复偏心孔功能于一体,一机替代多台传统设备,适配工地野外作业、车间精密修复等多种场景,凭借灵活高效的优势,成为设备维修厂家的主流选择。
但很多使用者都会遇到同一个棘手问题:镗焊一体机新机加工精准,使用一段时间后精度持续不稳定,加工的孔径出现锥度、椭圆、尺寸偏差,工件修复后配合度差,返工率大幅升高,严重影响施工效率和工程质量。很多人误以为是设备质量故障,频繁报修却始终无法根治,其实精度不稳,大多是操作、调试、日常保养不到位导致的,做好针对性调整即可彻底解决。
造成镗焊一体机精度不稳定的首要核心原因,是工件装夹与定位不标准。镗焊一体机多用于现场旧件修复,很多师傅为节省时间,简化装夹步骤,工件固定不紧实、定位基准随意,作业过程中工件出现轻微位移、晃动。尤其是大型机架、油缸耳板、挖掘机大臂销轴孔修复时,工件自重较大,若支撑点位不均衡、夹具未完全锁紧,镗削过程中受力偏移,加工出的孔径必然出现偏差,产生椭圆、锥度等问题。
其次是设备运行调试参数不匹配。不同材质、不同磨损程度的工件,对应的镗削转速、进给速度、焊接参数各不相同。不少操作人员长期使用固定参数加工所有工件,加工厚壁硬料时转速过快、进给量过大,刀具受力过载产生微变形;加工薄壁工件时进给过慢,造成工件热变形,直接破坏加工精度。同时,镗刀长期使用出现磨损、钝化、轻微崩口,未及时更换打磨,也是精度跑偏的高频诱因。

日常保养缺失是精度持续下降的根本原因。镗焊一体机的导轨、丝杠、轴承是保障精度的核心部件,野外多粉尘、多油污的作业环境下,导轨缝隙容易堆积铁屑、灰尘,长期不清理会造成导轨卡顿、运行偏移;丝杠缺乏润滑、轴承磨损老化,会导致设备运行间隙变大,日积月累,设备整体加工精度持续下滑。
想要彻底稳住设备加工精度,只需落实标准化操作和定期保养。加工作业前,必须规范工件装夹流程,根据工件结构找准水平基准,多点均匀支撑,锁紧全部固定夹具,手动晃动工件确认无位移后,再启动设备加工。作业时按需调节设备参数,硬料厚壁工件调低转速、减小进给量,薄壁工件匀速低速加工,避免应力变形;每次开工前检查镗刀状态,磨损、破损刀具及时更换,保证切削稳定。

日常养护方面,每日作业结束后及时清理导轨、工作台的铁屑和油污,定期为丝杠、传动轴承加注专用润滑油;设备长期使用后,每三个月进行一次精度校准,校正导轨平行度、主轴同轴度,消除设备运行间隙误差。
严格按照以上方法操作保养,就能彻底解决镗焊一体机精度不稳定的问题,让设备长期保持高精度运行,大幅降低工件返工率,有效延长设备使用寿命,适配各类精密修复作业需求。