
在新能源产业链深度重构的当下,锂盐已不仅是动力电池的核心原材料,更是衡量一个国家高端制造能力的关键战略资源。随着工信部等部委持续推动制造业可靠性提升与智能制造标杆建设,锂盐行业正经历从"产能扩张"向"质量精耕"的范式转移。对于制造业从业者而言,理解质量管理系统在锂盐生产全链条中的关键节点,已不再是品控部门的专属课题,而是关乎企业能否穿越周期、赢得下游高端客户准入资格的核心竞争力。
一、政策驱动下的质量升级:从合规底线到竞争壁垒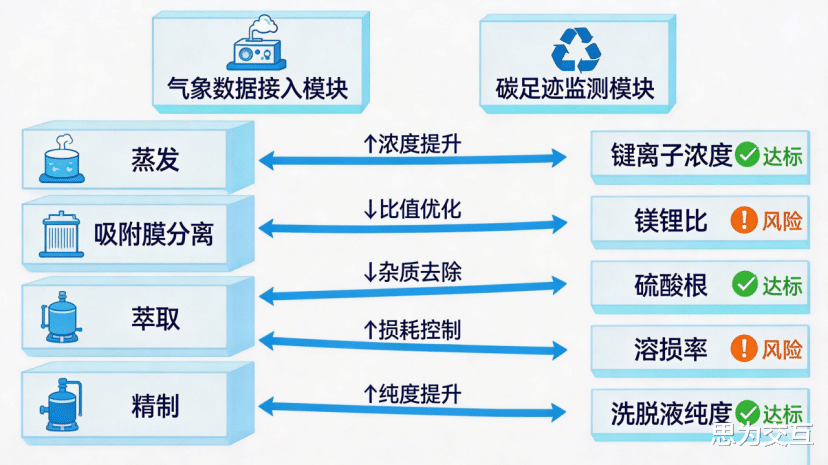
近年来,国家层面密集出台的质量强国与智能制造政策,正在重塑锂盐行业的底层竞争逻辑。从"十四五"新型储能发展规划到制造业数字化转型行动方案,政策导向已从单纯鼓励产能建设,转向强调工艺稳定性、产品一致性与全生命周期可追溯。在质量基础设施层面,新能源材料领域的检测认证体系、碳足迹核算标准(如ISO 14067)以及产品异物管控规范,正在加速与国际接轨。
这意味着,锂盐企业的质量管理系统必须前置到战略层面。传统的"末端检测"模式已无法满足电池级碳酸锂、氢氧化锂对磁性异物、钠钾钙镁杂质等指标的苛刻要求。行业共识已经形成:质量是设计出来的,是过程管控出来的,而非检验筛出来的。
二、卤水提纯阶段:质量管理的源头锚点
锂盐生产的质量基因,在卤水进入生产系统的第一刻就已埋下。无论是盐湖卤水、地下卤水还是锂辉石浸出液,前端提纯工序决定了后续产品的杂质谱系与收率天花板。
在卤水蒸发与富集环节,质量管理系统需实现对锂离子浓度、镁锂比、硫酸根含量等核心工艺参数的实时采集与趋势预警。盐田工艺虽依赖自然蒸发,但数字化质量工具已能够结合气象数据、卤水液位与历史蒸发模型,建立动态质量预测机制,规避因季节性降雨或山洪导致的卤水稀释风险。
进入吸附、膜分离或萃取等精细化提纯工序后,质量管理系统的价值进一步凸显。以吸附法为例,吸附剂的选择性、溶损率与再生周期直接决定了锂收率与杂质带入量。质量管理系统在此阶段的核心任务,是将"工艺参数"转化为"质量语言"——通过在线监测吸附尾液中的锂残留、洗脱液纯度,建立工艺窗口与产品质量的关联模型,实现从"经验操作"到"数据驱动"的跨越。
值得注意的是,卤水提纯阶段的碳足迹管理已成为新的质量维度。通过生命周期评价(LCA)方法量化各环节能耗与淡水消耗,不仅响应国家"双碳"战略,更为下游客户提供可追溯的低碳产品背书。
三、沉锂与结晶:决定产品品级的黄金窗口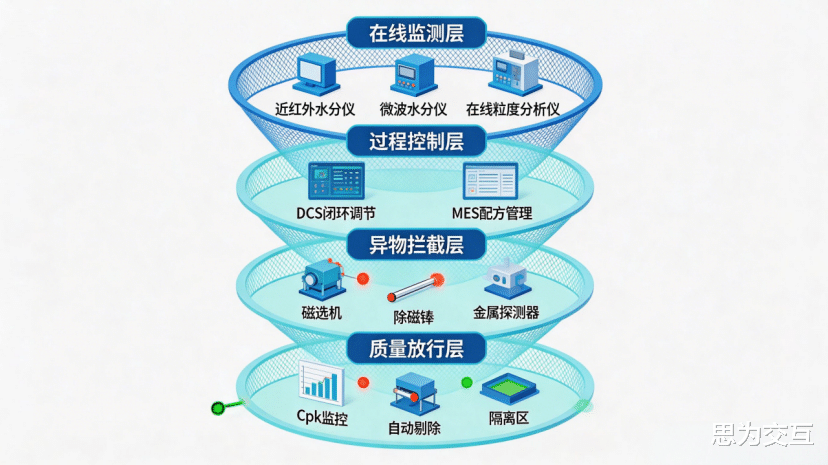
沉锂工序是锂盐生产从"卤水"到"固体产品"的质变节点,也是质量管理系统介入密度最高的环节。碳酸锂或氢氧化锂的结晶过程对温度、加料速率、搅拌强度、陈化时间等参数具有极高敏感性,任何波动都可能导致产品粒度分布异常、振实密度不达标或杂质包裹。
在这一阶段,现代化的质量管理系统需构建"工艺-设备-环境"三维监控网络。通过分布式控制系统(DCS)与制造执行系统(MES)的深度集成,实现沉锂反应釜内pH值、电导率、浊度的秒级采集与自动纠偏。更重要的是,系统需建立批次级的质量档案,将原料批次、工艺曲线、设备运行状态与最终产品指标进行全链路绑定,为后续质量追溯提供原子级数据支撑。
针对电池级产品对磁性异物的零容忍要求,沉锂后段的母液回收与固液分离环节必须纳入专项质量管控。母液循环次数、过滤介质完整性、设备磨损颗粒监控等,均需设定明确的控制限与反应计划。行业趋势表明,越来越多的生产商正在将六西格玛方法论引入沉锂工序,通过DMAIC流程持续压缩质量波动。
四、干燥、粉碎与除磁:物理处理中的质量保卫战从湿料碳酸锂到成品粉末,干燥与粉碎工序是质量风险的"隐形战场"。过度干燥可能导致产品细粉率升高、包装后板结;干燥不足则会引起水分超标,影响下游正极材料烧结工艺。质量管理系统在此阶段需建立基于近红外光谱或微波水分仪的闭环控制,将水分含量稳定在极窄的工艺窗口内。
粉碎工序的粒度控制同样关键。电池级锂盐对D50、比表面积有严格区间要求,而粉碎设备的转速、分级器频率与进料速度的动态匹配,直接影响粒度分布曲线。通过在线粒度分析仪与MES系统的实时联动,可实现"即产即测即调",避免传统离线检测带来的批次滞后。
除磁与金属异物管控是这一阶段的生死线。随着下游动力电池企业对磁性异物(Fe、Cr、Ni、Zn等)的管控标准逐年提升,锂盐生产商必须在干燥、输送、粉碎、包装的全路径部署磁选与除磁设备。质量管理系统需建立"设备点检-磁场强度监测-产品抽检"的三级防护网,并将除磁效率纳入日常过程能力指数(Cpk)监控。任何磁场强度衰减或异常停机,必须触发即时预警与产品隔离机制。
五、成品包装与追溯:质量闭环的最后一块拼图
当产品进入包装环节,质量管理的焦点从"过程控制"转向"身份确认"与"防护保障"。全自动包装线虽提升了效率,但也引入了封口密封性、称量精度、标签关联错误等新的质量风险点。质量管理系统需在此设置防错(Poka-Yoke)机制,如视觉识别校验标签与批次一致性、在线称重自动剔除偏差包装等。
更为关键的是,每一袋(桶)成品都必须拥有完整的数字身份。通过二维码或RFID技术,将产品的生产批次、质量检验报告(COA)、原料溯源信息、工艺参数快照、设备运行记录打包为"数字孪生档案"。这不仅满足了下游客户对供应链透明度的要求,也为企业自身提供了质量异常时的快速回溯与精准召回能力。
在仓储与物流环节,质量管理系统需延伸至温湿度监控、堆码规范与先进先出(FIFO)执行。对于易吸潮的锂盐产品,仓库环境的露点控制与包装完整性巡检,是防止交付后质量劣化的最后屏障。
六、数字化整合:从节点管控到系统赋能
展望未来,锂盐生产的质量管理系统正从"单点优化"走向"全域智能"。工业大数据、人工智能与物联网技术的深度融合,使得质量预测、根因分析与自适应优化成为可能。例如,基于历史数据训练的AI模型,可在沉锂反应开始前预测该批次的潜在质量风险,并提前调整工艺参数;设备振动与温度数据的异常模式识别,能够在机械故障影响产品质量之前触发预防性维护。
柔性生产体系的兴起,也对质量管理系统提出了新要求。当同一条产线需要在碳酸锂与氢氧化锂之间灵活切换时,系统必须能够快速加载差异化的质量规范、检验标准与工艺配方,确保切换过程中的质量盲区被彻底消除。
结语从卤水提纯到成品包装,锂盐生产的每一个关键节点都是质量管理系统必须攻克的堡垒。在国家智能制造与质量强国战略的双重驱动下,锂盐行业的竞争规则已然改变:未来的赢家,不属于产能最大的企业,而属于那些能够将质量数据转化为工艺洞察、将过程管控转化为客户信任的质量领导者。
对于制造业从业者而言,投资建设一套覆盖全流程、穿透全要素的数字化质量管理系统,已不再是成本中心,而是企业在新能源材料赛道中建立长期壁垒的战略投资。质量管理的终极目标,是让每一克锂盐都承载可追溯的确定性——这既是下游客户的诉求,也是中国锂盐产业走向高端的必由之路。