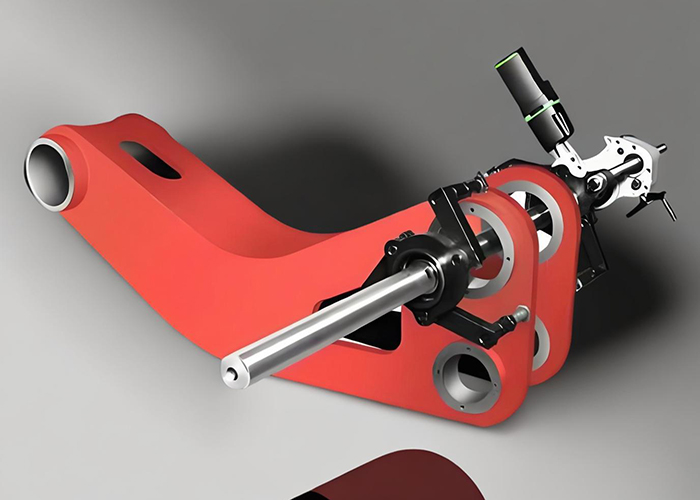
在工程机械、矿山设备维修现场,便携式镗孔机经常要处理挖掘机大臂、设备耳座这类特殊工件。这类位置普遍空间狭窄,镗孔作业只能单侧支撑、单侧受力,加工限制条件多。镗杆在高速进给切削时,很容易出现径向微变形,直接造成加工后的轴孔同轴度偏差、孔壁椭圆、装配间隙异常等问题,严重影响后续设备装配和使用寿命。
常规解决办法大多是加厚加粗镗杆,以此提升整体刚性。但加粗后的镗杆会受狭小作业空间限制,根本无法正常安装,还会增加设备自重,降低便携式设备灵活轻便的核心优势。因此想要解决该问题,必须通过结构优化、安装调整、切削参数搭配的方式,在不改动镗杆规格的前提下,抵消单侧受力带来的加工误差。
优化镗孔机定位支撑结构是解决问题的核心。传统安装方式多采用单点或两点简易支撑,单侧切削受力时整体受力严重失衡。实际作业中可采用非对称三点定位法,在受力反方向增设辅助顶撑支点,利用设备原有孔位、钢板平面作为受力支点,让镗杆受力形成反向支撑力,直接抵消切削时产生的径向推力。支点选用可微调的螺旋顶撑件,根据耳板厚度、镗孔深度精准调节支撑力度,避免镗杆向受力侧偏移,从源头减少微变形。
同时要精准校准镗杆安装同轴基准。单侧受力工况下,设备自身支架极易出现轻微倾斜,间接放大镗杆变形量。安装时优先校准两端基准面,在镗杆两端加装高精度微调法兰,实时修正安装偏差;在不干涉工件的前提下,尽量缩短镗杆有效悬伸长度,让镗杆支撑点靠近切削区域,降低悬臂效应,减少径向形变空间。
除此之外,还要优化切削参数与走刀逻辑,降低切削力冲击。单侧受力时,瞬时切削力波动是镗杆变形的主要诱因,作业时可适当降低进给速度,采用低速稳进刀模式,拒绝大余量一次性切削;采用分层切削方式,每层切削量保持均匀,减少突发径向冲击力。切削时让刀具避开受力集中侧,分散切削应力,防止镗杆长期向一侧偏移。
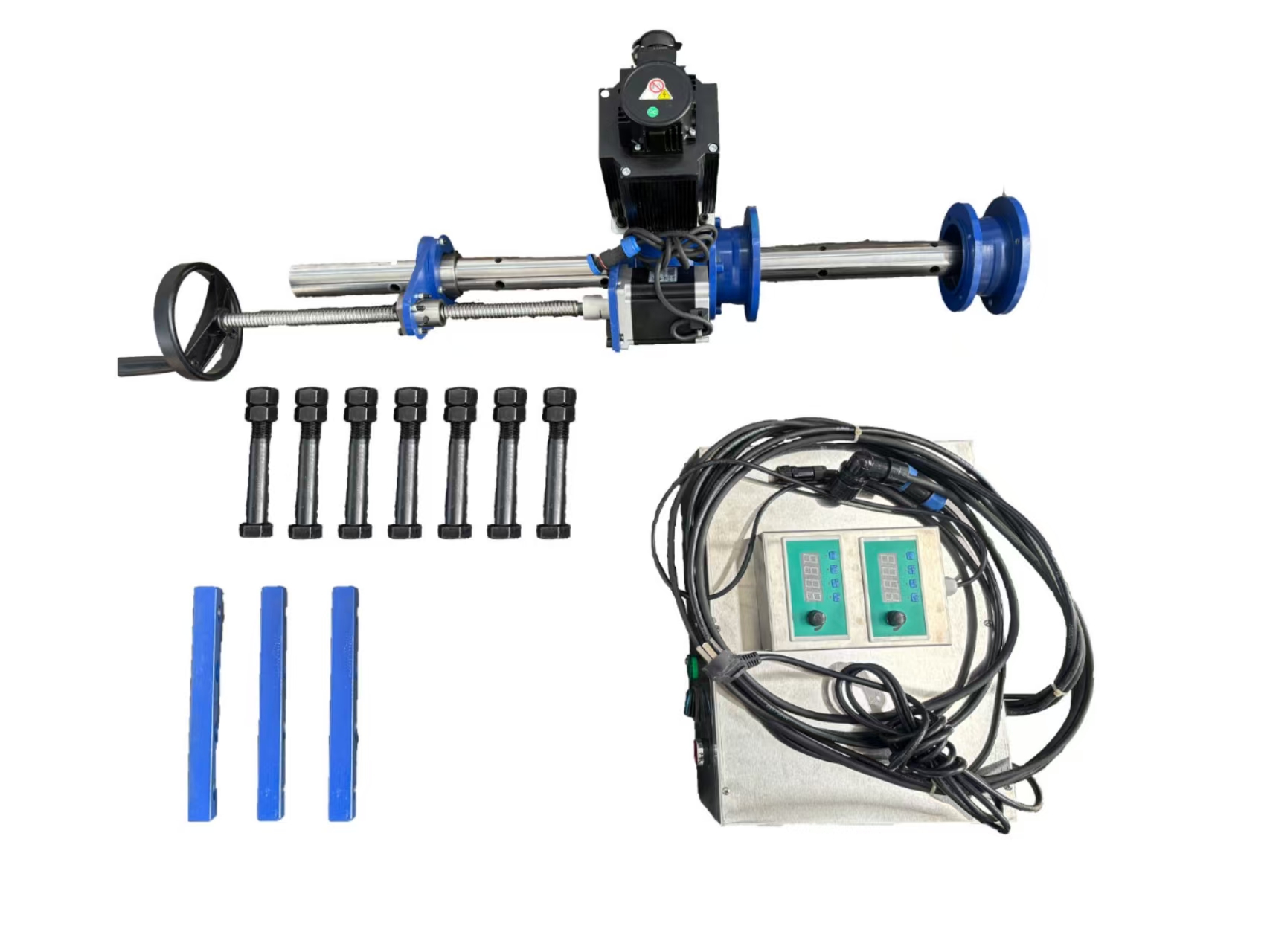
可加装动态补偿辅助装置,在镗杆尾部加装小型反向阻尼件,抵消单侧切削带来的偏移力矩,配合精度监测实时微调参数。整套方案无需更换加粗镗杆,适配狭小空间作业,兼顾便携性与加工精度,大幅提升工程机械现场镗孔修复合格率。
