前两天去一家液压件厂参观,正赶上他们调试新设备。车间角落里围了一群人,中间一台机床正嗡嗡作响。我凑过去,刚好看到这样一幕:
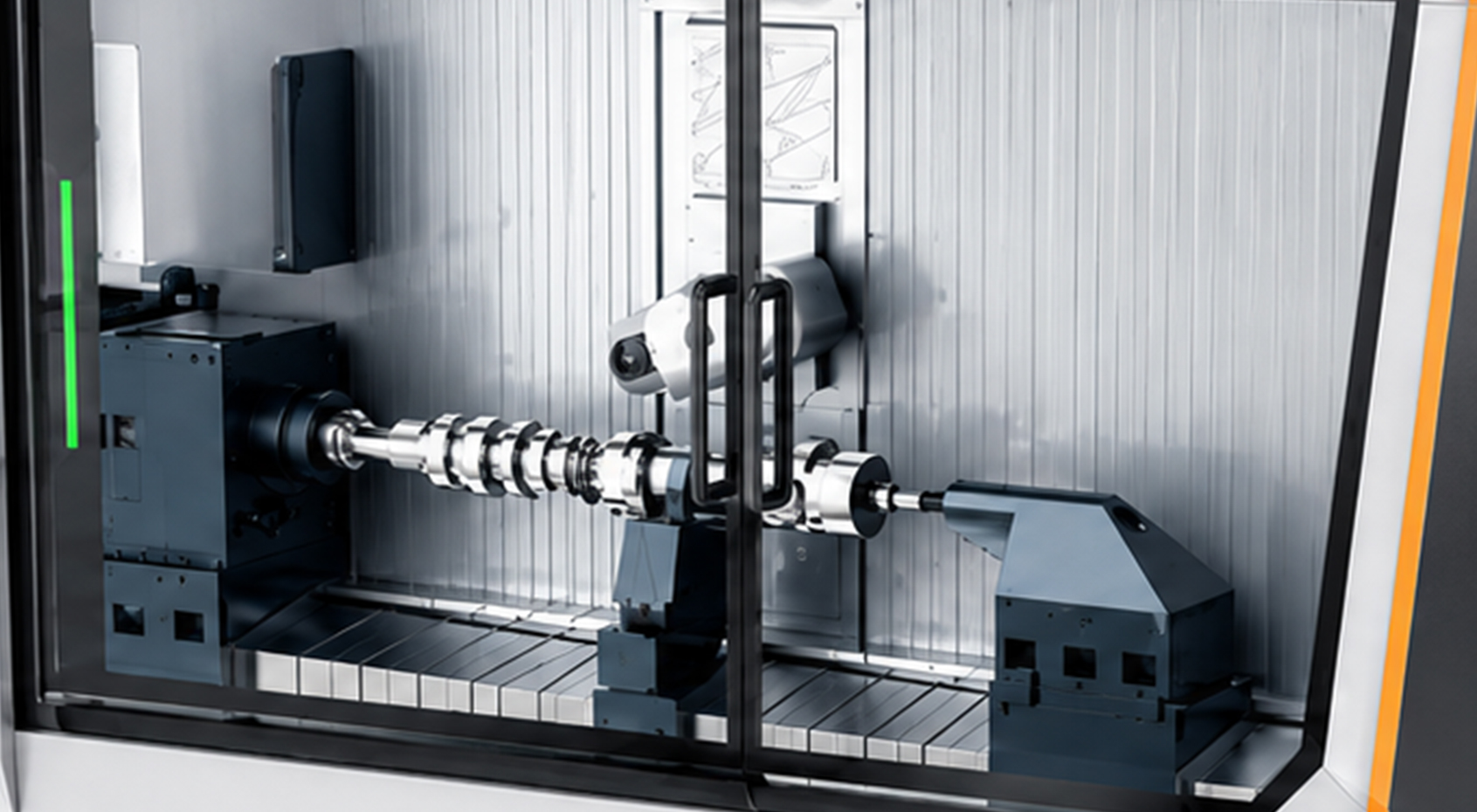
师傅把一段棒料装夹上去,关门,按下循环启动。主轴刚转起来,刀塔就斜着切入,随即B轴摆动,铣刀盘沿着毛坯外圆走出一道螺旋。不到三分钟,一个带偏心油槽的阀芯毛坯就下来了。旁边一位老工程师低声说了句:“看到没,就这几下联动,没这东西你五个工序都干不完。”
那一刻我彻底明白了——五轴车铣复合之所以贵,真不是靠吹的。你只要随便动几下,就知道它到底有多不简单。
贵在哪?拆开看看就懂了
很多人第一反应是:不就是把车床和加工中心拼一块儿吗,至于卖到上百万?但如果你见过它的内部结构,就不会这么想了。
先不说铸件,光一个高刚性主轴单元,要同时承受车削的径向力和铣削的轴向冲击,还得保证长期精度不跑偏,单材料配比和热处理工艺就是一堆专利。再加上对置的主轴、带刹车和驱动的B轴铣削头、带绝对光栅的伺服刀塔……任何一个部件的成本都能顶得上一台普通数控车床。
更贵的是看不见的地方。五轴车铣复合真正的命门,在于RTCP刀尖跟随算法、多通道同步控制、热补偿模型。这些软件和算法背后,是控制厂商和机床厂十几年甚至几十年的加工数据积累。同样一段叶轮程序,在普通机床上跑起来可能抖动、过切,在好设备上却能像绣花一样顺滑——差别就在这些看不见的“内功”。
还有装配。一台车铣复合,光几何精度检测项就有上百个,很多关键结合面要人工刮研。据说有个师傅曾为了调一个旋转轴的同轴度,对着激光干涉仪干了一个礼拜。这样的设备,成本根本降不下来。
最痛的还不是价格
讲真,价格贵只是表面的一刀。真正让老板们睡不着的,是设备买回来之后的三个现实难题。
第一难,用不起来。我见过不止一家工厂,花几百万买的五轴车铣复合,最后只当个三轴在用。因为没人会编五轴程序,没人敢动B轴。设备上那根昂贵的铣削主轴,一年转不了几次,愣是长出了锈。
第二难,养不活人。能熟练操作、调试、维护这种设备的人,市面薪资动辄过万甚至更高。稍微培养出一个,转眼就被同行挖走。更别说断刀、撞机一次,光维修费就够小厂一个月的利润。
第三难,订单撑不起。很多中小制造企业的单子杂而不精,今天干个轴,明天做个阀块,批量小、换产频繁。五轴车铣复合一旦停机等料,每一分钟都在烧钱。不少人因此陷入“咬牙买回来,反倒拖累现金流”的尴尬。
这些痛点,才是真正让用户觉得“五轴设备烫手”的原因。
三条路,让贵设备真正变成好帮手
那怎么办?不买?可客户图纸越来越复杂,靠外协良品率总不稳,交期也掐在别人手里。买,又怕掉进上面说的坑里。
根据我们这些年在车间里摸爬滚打的经验,有三条路,是目前看来最落地的。
第一条路:先打样,再拍板。不要看着参数表就下单。拿你最典型的三个零件,直接让机床厂家或者有经验的工艺团队帮你试切。一次不够,换不同材料、不同刀具再试。看节拍,看精度保持性,更看对方能不能给出完整的工艺单、刀单和检测报告。只有样件数据摆到桌上,你才知道这台设备到底是“能跑”还是“能干活”。
第二条路:把编程和工艺“包”出去,但不失控。现在很多地方已经可以做到:你发三维图,专业团队帮你出碰撞检测过的程序单,甚至附带动画仿真。你要做的不是马上学会五轴编程,而是建立自己的工艺标准库。让复杂程序生成像搭积木一样,换产品时改几个参数即可。这样一来,对人的依赖就大幅降低,普通操作员照着手册也能上。
第三条路:用服务抹平技术鸿沟。这才是关键。买设备不是一锤子买卖,真正值钱的是后面持续的“陪跑”。比如,厂家能不能驻厂培训到首批零件稳定下线?能不能在你半夜撞刀后两小时到场处理?能不能定期帮你检测补偿精度,而不是等到工件超差了才喊人?
我们山东金精的团队这些年就常干这种“笨活儿”:陪用户从工艺拆解做起,一步步把典型零件跑顺,形成作业指导书。有时甚至帮用户把夹持方案都重新设计一遍,就为了让他三天的调试缩短到半天。这类事情做多了,自然会有一种体会——设备再高端,没有落地的服务链条,也是一堆钢铁;而把服务做到位,哪怕国产设备也能干出进口的活儿。
贵,但要贵在能算回来的那部分
回到开头的问题:五轴车铣复合为什么这么贵?因为它把多台机床的工序压缩到一次装夹,把对人工经验的依赖转移到数控系统的确定性上。这部分“贵”,只要用对地方,完全可以用报废率降低、流转缩短和人力节省几倍地赚回来。
怕的是只盯着设备本身的价格,却忽视了背后需要补齐的能力。如果你准备上这类装备,不妨先问自己三件事:我有没有两到三个确实需要五轴才能干的拳头零件?我身边有没有能帮我兜底的工艺和应用团队?我愿不愿意为“落地”这个环节投入必要的时间和培训成本?
如果答案都是肯定的,那么这台设备再贵,也贵得有道理。