
SPC 控制图里的判异原则有不同的版本,包括最为人所知的Western Electric、Nelson的两套规则,大家常说的「8大判异原则」,通常指的是 Nelson 8条判异规则。不过原理都一样的,就是为了判断异常是否「可能」出现,这里我强调「可能」,是因为很多人会对「判异原则」一词望文生意,以为触发了判异原则就一定是「异常」。
使用SPC控制图异常点占比确实可以评估过程的稳定程度。通常来说,SPC(统计过程控制)控制图是用于监控和控制生产或业务过程,以确保这些过程在可接受的范围内运行。通过识别和分析控制图中的异常点,可以判断过程是否存在系统性问题或特殊原因导致的波动。这类对策便是统计过程控制方法。同时也是六西格玛管理的工具之一。
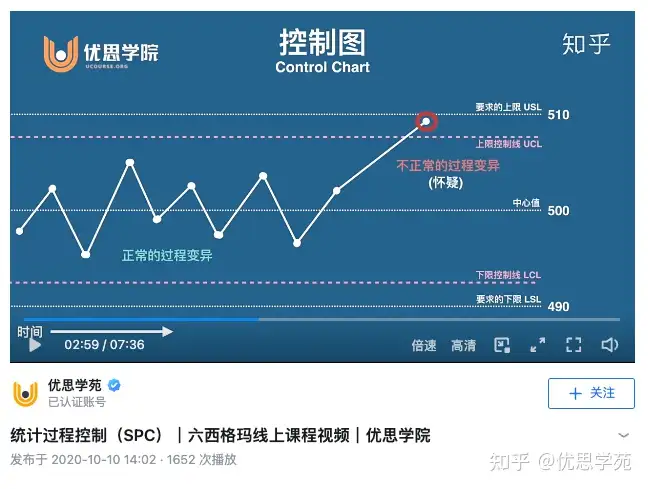
具体方法可以看看以下优思学院关于SPC的视频。其实只要理解SPC控制图背后的数学原理,即是统计过程程控制的理论,自然能够掌握如何应用控制图。你可以花五分钟看看优思学院的六西格玛培训视频,保证你能掌握控制图的窍门。(当然,如果有不明白的话,可以多看一两遍。)
控制界限以内的变异原因,和超出控制界限以外的变异原因两者是有区别。这是Walter A. Shewhart博士在 1924年发明第一张质量控制图时,给予的区分,他把两者分别命名为机遇原因(Chance Cause)和非机遇原因(Assignable Cause)。
Shewhart博士的观念是着眼于制程中的变异,凡是在控制下的变异(Controlled Variation),可以认为是稳定(Stable)而经常存在的,所以称之为机遇原因,亦有人称之为无法避免之原因(Unavoidable Cause)者。这种变异是制程中固有的(Inherent)的变异,如果要把它减少(或减小),制程亦必随之而变动。

所以,评估过程的稳定程度就是要识别系统中是否存在特殊原因(Special Cause)或非随机原因(Assignable Cause),以下是一些识别的方法。
一、1个点超出上控制限或下控制限只要有 1点落在 UCL 之上,或 LCL 之下,通常就视为出现特殊原因,过程可能失控。
二、连续3点中有2点落在同一侧,且超出 2σ意思是最近连续3个点里,有2个点都在中心线同一边,而且都超过 2 个标准差,这表示过程已有明显偏移迹象。
三、连续5点中有4点落在同一侧,且超出 1σ这说明数据虽然未必碰到控制限,但已经持续偏向某一边,显示过程中心可能正在移动。
四、连续8点落在中心线同一侧如果连续8个点都在中心线同一边,通常代表过程平均值已经发生系统性偏移,而不再只是随机波动。
五、连续6点持续上升或持续下降这叫做趋势异常。即使点都还在控制限内,只要连续6点一路升或一路降,也可能表示设备磨耗、参数漂移、环境变化等问题。
六、连续15点都紧贴中心线,落在 ±1σ 范围内这看起来像「很稳定」,但反而可能不正常。它可能表示数据分层、量测分辨率不足、取样方式有问题,或者数据被过度平滑。
七、连续14点上下交替也就是一个高、一个低、再一个高、再一个低。这样的锯齿型变化,常暗示两种来源交替出现,例如两台设备、两位操作员、两批材料轮流生产。
八、连续8点都落在距离中心线 1σ 以外,且分布在两侧这些点虽然可能没有超出控制限,但都离中心线偏远,代表波动型态异常,过程离散程度可能增大。
你可以把这 8 条分成 4 类来记:
超界型:第1条
偏移型:第2、3、4条
趋势型:第5条
型态异常型:第6、7、8条
SPC 的 8 大判异原则,就是用控制图去识别那些看起来不像随机波动的异常模式,提醒我们过程「可能」已出现特殊原因,需要调查。
