新能源汽车和储能领域对锂电池的需求持续增长,发展高效安全的锂电池技术是我国应对气候变化,实现碳中和碳达峰目标强有力的战略举措。随着市场对锂电池需求量的进一步提升,如何兼顾高能量密度和电池安全成为亟待解决的技术难题。为提升能量密度,降低非电化学活性辅件(如集流体)质量至关重要。目前电池集流体选用铝/铜等密度较大的金属物质,质量占比15%~25%,严重影响电池能量密度的提升。通过三维多孔集流体、二维网状集流体虽能降低质量,但会大幅度降低集流体机械强度,在电池生产中很难满足多次牵引、拉升、穿带等动作,故大规模商业化应用挑战较大。
随着金属镀层技术日趋成熟,以聚对苯二甲酸乙二醇酯、聚丙烯、聚酰亚胺(PI)等高分子材料为基底,在其上下表面沉积金属层得到夹心三明治结构的复合集流体,可同时具备塑料基底的机械强度及金属的良好导电性,还具备柔顺性、安全性好等优点。提高复合集流体安全性的意义在于:一方面电绝缘塑料基底在电池发生热滥用和机械滥用情况下可快速熔断实现“点断效果”,进而可阻断热失控进一步发生;另一方面还可对塑料基底进行阻燃改性,即便热失控已经发生,阻燃剂可在失控中逐渐释放,达到减缓发生火灾的风险。本研究对比了商业化复合铜箔和复合铝箔对磷酸铁锂电池安全性能的影响,旨在为复合箔材大规模应用提供参考。
1、实验部分
1.1 原料与仪器
复合铜箔(MC,4.5μm基材双面1μm镀铜)、复合铝箔(MA,8μm基材双面1μm镀铝)、金属铝箔(Al箔,厚度12μm),扬州纳力新材料公司;金属铜箔(Cu箔,6μm),安庆慧儒铜箔公司。
恒温烘箱(DHG-9023A型),上海一恒科学仪器有限公司;万能拉力机(JN-D500型),江苏儒策科技有限公司;膜片电阻测试仪(ACCFILM Magic G2型),厦门元能科技公司;NEWARE测试柜(CT-4008Tn-5V6A-S1型),深圳新威电子公司;多通道电化学工作站(DH7006B型),江苏东华公司;短路测试机(贝尔BE-XL-5000A型)、挤压针刺一体机(贝尔BE-6047-2T型),东莞贝尔公司。
1.2 电池样品的制备
选用045060-1Ah软包磷酸铁锂/石墨叠片电池作为载体。将磷酸铁锂、导电炭黑、导电石墨烯、聚偏氟乙烯按照质量比96.5 : 1 : 0.5 : 2混合均匀得到正极浆料,将浆料分别涂覆在MA箔和Al箔表面,控制面密度(386g/m2)和压实密度(2.55g/m3),得到MA和Al正极片。将石墨、导电炭黑、羧甲基纤维素钠、丁苯橡胶按照质量比96 : 1 : 1.2 : 1.8混合均匀得到负极浆料,将浆料分别涂覆在MC箔和Cu箔表面,控制面密度(166g/m2)和压实密度(1.52g/m3),得到MC和Cu负极片。隔膜选用12+2+3单面陶瓷单面涂胶,经过后续工序得到相应的软包电池,电解液为碳酸乙烯酯/碳酸甲乙酯/碳酸二甲酯(三者体积比3⁚4⁚4)混合溶液,复合锂盐由0.7mol/L六氟磷酸锂+0.3mol/L双氟磺酰亚胺锂组成。使用不同正负极极片制备的电池分别标识为Al-Cu、Al-MC、MA-Cu、MA-MC。
1.3 性能测试
采用恒温烘箱测试箔材热收缩特性,测试条件为140℃,恒温12h;采用万能拉力机测试极片的剥离强度,极片用2kg压辊后,180°剥离模式以200mm/min速度剥离;采用膜片电阻测试仪测试箔材和极片的电阻。
采用测试柜进行电性能测试,充放电电压区间2.5~3.65V,充电均为恒流恒压模式,截止电流为0.05C;采用多通道电化学工作站测试交流阻抗谱(EIS),频率范围10-2~105Hz,振幅5mV。
安全性能测试前,所有电池采用0.5C恒流恒压充电到3.65V达到100%荷电状态;过充测试采用测试柜按照0.5C电流继续充电到5.475V;采用短路测试机进行短路测试,保证外电路电阻小于1mΩ;采用挤压针刺一体机进行针刺测试,钢针直径50mm,针刺速度5mm/s。
2、结果与讨论
2.1 箔材与极片的物理性能对比
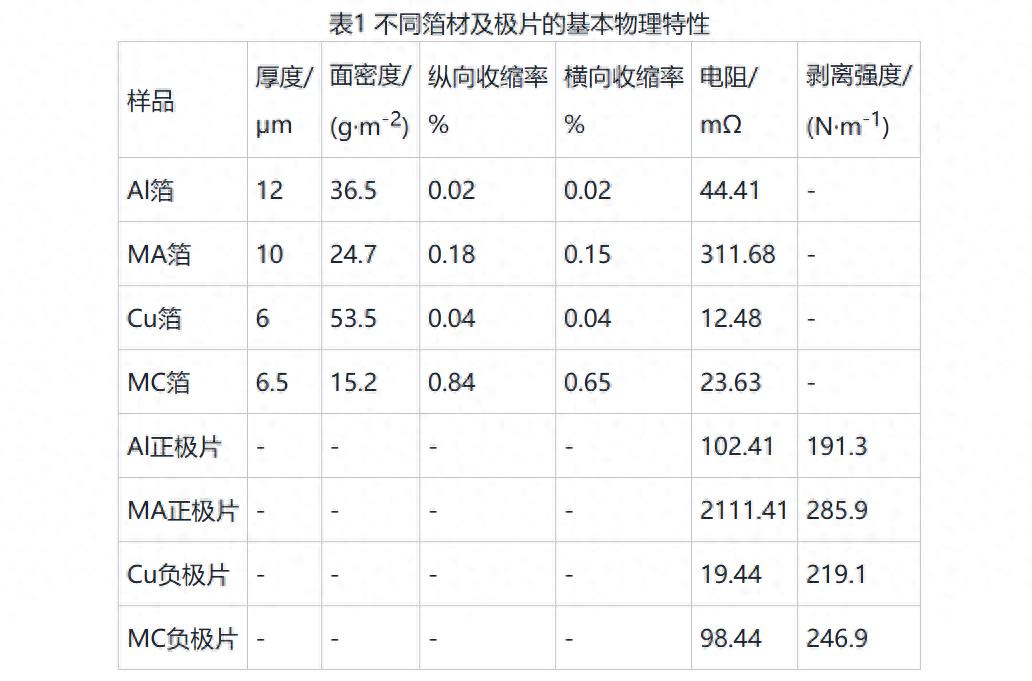
不同箔材及极片的基本物理特性见表1。由表可知:复合箔材面密度较金属箔材显著降低;140℃搁置12h后金属Al箔和Cu箔都没有出现收缩;而MA和MC出现轻微收缩,符合复合箔材采用塑料材质基底的基本特性;同时由于MC中塑料基材厚度小于MA箔,故收缩率相对较高。复合箔材的电阻高于金属箔材,这是由于复合箔材的金属层较薄因而造成电阻较高。箔材制成极片后电阻均有提升,复合箔材制备的极片电阻的提升幅度高于金属箔材制备的极片,原因与复合箔材电阻高于金属箔材相同。其中MA箔材制备的极片电阻提升最明显,随后依次为Al箔、MC箔、Cu箔,这可能与铝的导电性较铜弱有关。采用复合箔材制备的极片剥离强度明显高于金属箔材制备的极片,原因可能是通过金属沉降制备复合箔材时会形成粗糙度更大的微观结构表面,可有效增强物料粘附力。
2.2 电池电性能测试
2.2.1 充放电性能分析
0.33C下电池样品的充放电过程中的相关参数见表2。采用不同箔材的电池充放电容量差异不大,表明复合箔材没有弱化电池的容量特性。4组电池恒流充入比分别为98.2%、98.4%、98.5%、98.9%;充放电压差(∆V)分别为222mV、212mV、195mV、165mV;其中Al-Cu电池的恒流比最高、充放电压差最小,表明电池极化最低,其特征与金属箔材制备的极片电阻最低相吻合,而使用复合箔材制备的极片电阻增加会提升电池极化,与复合箔材会增加极片电阻的趋势一致。
由于MA较MC对极片电阻的提升更大,故使用后对电池极化增加更为明显,根据∆V大小进行排序最大的为MA-MC电池,随后依次为MA-Cu电池、Al-MC电池和Al-Cu电池;根据恒流充入比大小排序依次为Al-Cu电池,Al-Cu电池,MA-Cu电池以及MA-MC电池。

2.2.2 EIS谱图分析
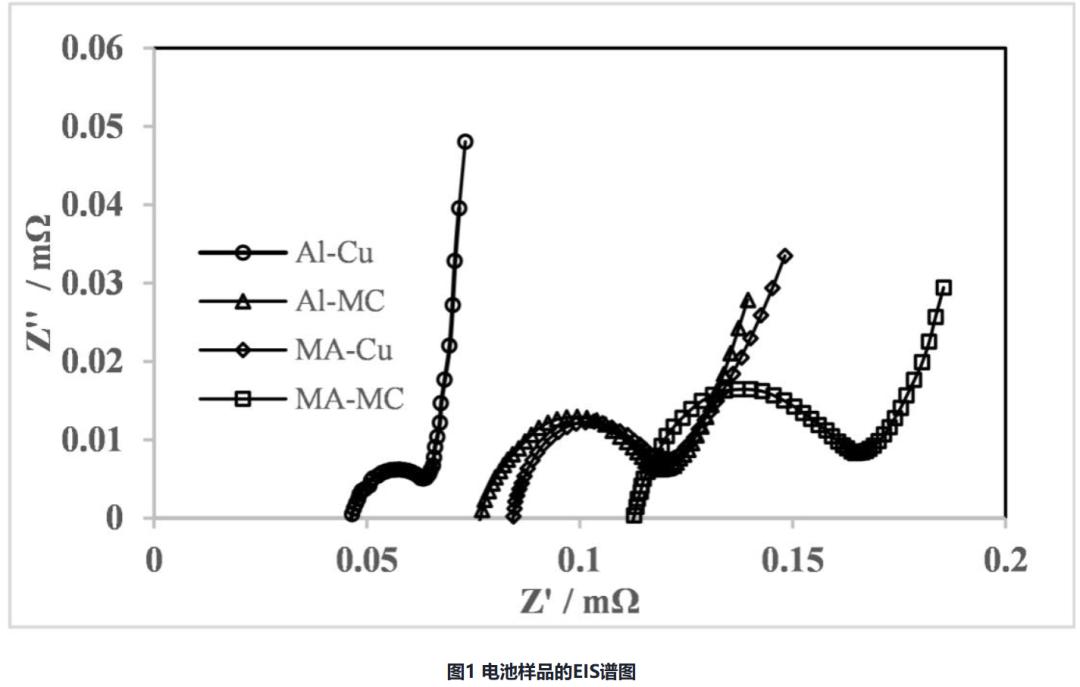
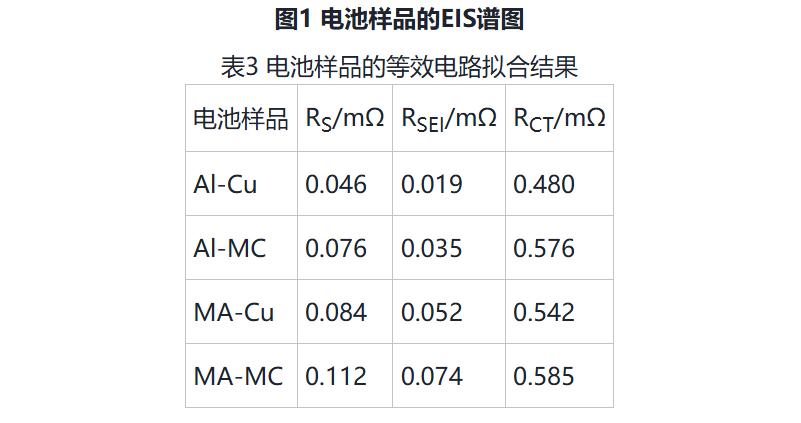
电池样品的EIS谱图以及等效电路拟合结果分别见图1和表3。EIS高频区半圆为固体电解质界面膜(SEI膜)阻抗(RSEI),与横坐标交点为电池欧姆阻抗(Rs),中频区为电化学反应电荷转移阻抗(RCT),斜线对应的是Li+在活性材料内部固相扩散 Warburg阻抗(Zw)。由于极片设计相同,故4组电池的Zw基本一致,同时RCT变化也较小。箔材导电性差异造成4组电池RS从大到小趋势依次为MA-MC电池>MA-Cu电池>Al-MC电池>Al-Cu电池;对应的RSEI趋势与RS基本接近,可能与电池在化成时由于Rs差异造成SEI生成过程中会产生更多的副反应产物,其结果可能会影响电池的循环性能。
2.2.3 充放电循环曲线分析
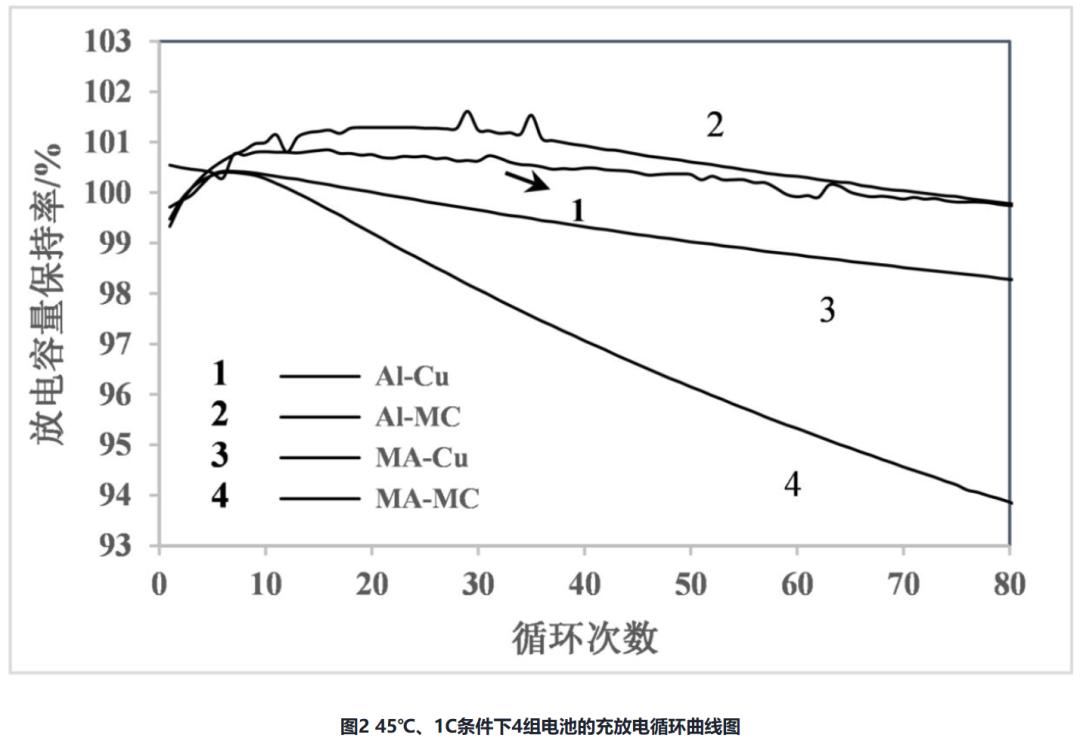
在45℃、1C条件下对4组电池进行充放电循环测试,其充放电循环曲线图见图2。由图可知:循环80次后,Al-Cu电池与Al-MC电池放电容量衰减趋势接近,容量保持率均保持在99.7%,证明这2组电池具有良好的循环稳定性;对应的复合铝箔较金属铝箔极片内阻增长较多,会恶化电池的循环稳定性,故MA-Cu电池和MA-MC电池循环80次后容量保持率分别为98.2%和93.8%,相对而言MA-MC电池衰减最快,测试结果与EIS图中对应的RSEI与RS趋势相吻合。
2.3 电池安全性能测试
2.3.1 短路测试
通过短路测试和过充测试对比验证复合箔材对电池安全性能的影响,测试标准参考GB/T 36276—2023。
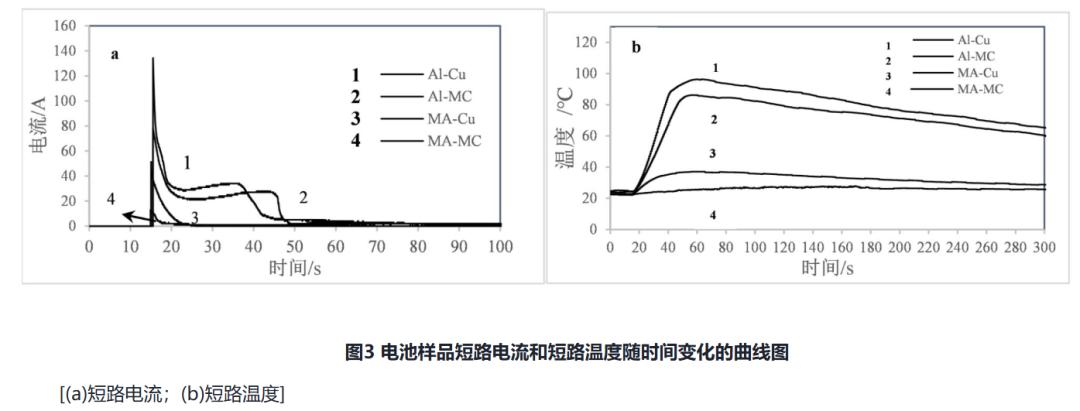
电池样品短路电流和短路温度随时间变化的曲线图见图3。由图可知:短路开始时间为15s,初始温度为20℃;使用金属箔材的Al-Cu电池短路峰值电流为134A,30A左右电流维持30s才逐渐降低,并保持1A左右电流长达30s以上;Al-Cu电池在短路45s时达到了最高温度96.3℃。采用复合箔材后电池短路趋势存在较大差异,Al-MC电池短路峰值电流为78A,短路35s电流降至0A,此时电池最高温度为86.2℃;MA-Cu电池短路峰值电流为51A,短路8s电流就达到了0A,此时电池表面最高温度达到37.1℃。使用MC和MA后电池的峰值电流、短路时间及最高温度均比仅适用金属箔材的电池有所提升,且使用MA箔的电池提升幅度较使用MC箔的电池提升更明显,说明MA箔短路安全特性更好,可能与MA基底层较厚且导电性低于MC箔有关。全部采用复合箔材的MA-MC电池短路峰值电流仅为13A,短路时间为3s,短路电流最低,短路时间最短,电池表面最高温度为27.8℃,基本没有温升,呈现出最好的安全性能。
2.3.2 过充测试
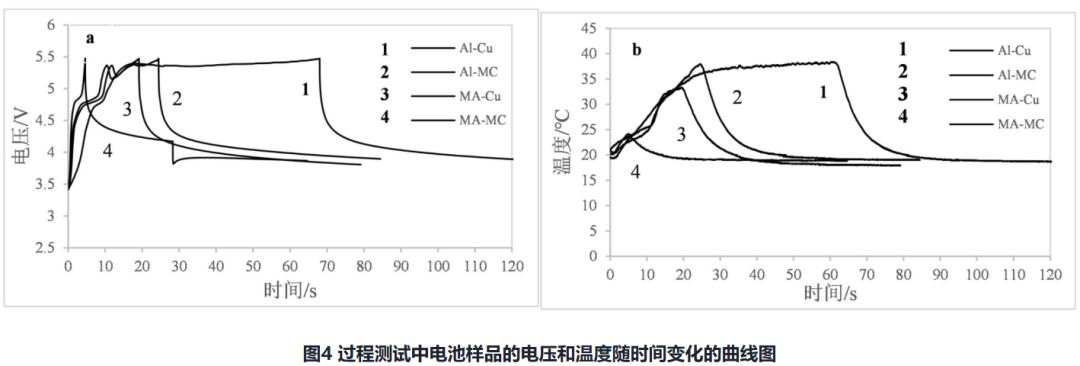
过充测试中电池样品的电压和温度随时间变化的曲线图见图4。由图可知:电池持续充电达到截止电压5.475V时,Al-Cu电池充电时间达到了68s,温度曲线也显示电池较长时间维持在最高温度38℃,此结果与文献报道的趋势基本一致,实际使用时很容易在这个阶段发生电芯失控风险[10]。相应的采用复合箔材后电池充电特征较为类似,电池过充达到截止电压的时间明显缩短,Al-MC电池、MA-Cu电池以及MA-MC电池达到截止电压的时间分别为24s、19s和5s,表明采用复合箔材的电池在过充过程中能够快速触发电压进而停止充电,且使用MA的电池较使用MC的电池触发停止充电的时间更快。Al-MC电池、MA-Cu电池以及MA-MC电池最高温度分别为38.4℃、33.4℃以及24.2℃,表明复合箔材能有效提升电池安全性能,且MA较MC缩短过充时间更明显。
2.3.3 针刺测试
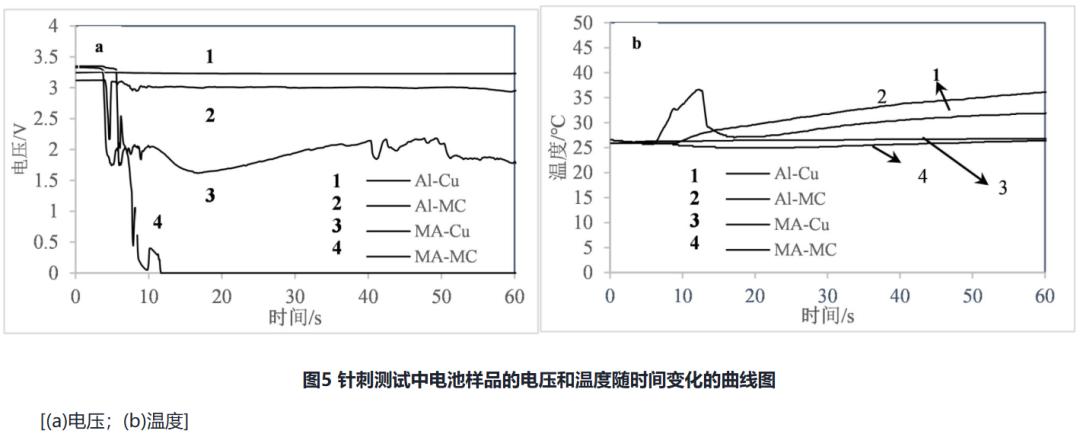
针刺测试中电池样品的电压和温度随时间变化的曲线图见图5。由图可知:采用金属箔材的Al-Cu电池在针刺后电压仅缓慢降低,由于金属箔材具有良好的导电性,电池刺穿之后较少的短路区域并未影响到其他区域的导通,因此电池的电压在较长时间内维持在较稳定的范围,表明电池的内部短路持续发生,温度曲线中持续升高的温度也验证了该现象。Al-MC电池的电压和温度变化趋势与Al-Cu电池较为类似,针刺之后电池的电压降低缓慢且温度会持续上升,针刺60s后电池温升达到约15℃。这种在针刺过程中长时间维持在较高温度的现象会形成持续发热造成热量累积,增加了热失控风险发生的概率。采用MA的电池针刺之后电压迅速降低,能够使电池内部极片导通快速切断,阻挡内短路进一步发生,因而具有更高的安全特性,温度曲线也显示电池基本没有温升,呈现出较好的安全特性。其中MA-Cu电池电压快速降低到2V,而MA-MC电池快速降低到0V,证明在针刺测试中MA比MC具有更高的安全特性。
3、结论
(1)不同箔材及极片的理化特性表明,复合箔材的塑料基底存在轻微热收缩,同时箔材的电阻会增加。复合箔沉积的金属层多孔结构可提升极片剥离,但较薄的金属层造成极片电阻增加,其中MA正极片电阻增加最明显。
(2)由于极片电阻均有提升且MA正极片较MC负极片电阻提升更多,故在恒流充入比、充放电压差、Rs和RSEI、循环曲线的放电容量衰减趋势等电性能方面,复合箔材性能均比金属箔材性能有所降低。由于MA箔对电池电性能影响较MC箔更明显,故4组电池中电性能最好的为Al-Cu电池,其次为Al-MC电池、MA-Cu电池,电性能最差的为MA-MC电池。
(3)MA箔由于塑料层较厚且导电性较差,故相较于MC箔能够在短路、过充、针刺等安全测试中更早地达到截止条件,因而可快速切断内部短路的进一步发生,较金属箔材电池具有更优异的安全特性;从电池安全特性角度对比,4组电池中安全性能最差的为Al-Cu电池,随后依次为Al-MC电池、MA-Cu电池,安全性能最好的为MA-MC电池。
参考资料:汪涛,李塘所,邢傲伟.复合集流体对磷酸铁锂电池安全性能的影响[J/OL].化工新型材
来源:锂电PLUS
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,不代表本站立场以及对其内容负责,如涉及版权等问题,请您告知,我将及时处理。