在工业设备、电子仪器、通信终端等领域,铝合金外壳凭借轻量化、散热性、抗腐蚀与可加工性优势,成为外壳首选材料。而开模与模具定制是铝合金外壳批量生产的核心环节,直接决定产品精度、成本与交付周期。本文以工程级实操教程形式,系统讲解铝合金外壳开模全流程、模具设计要点、工艺选型、成本周期及避坑指南,帮助产品开发者精准完成模具定制,实现高效量产。
一、铝合金外壳开模工艺选型指南铝合金外壳开模工艺主要分为挤压、压铸、钣金与CNC加工四类,需根据产品结构、批量、成本等综合选择:
工艺类型适用产品模具成本开模周期精度范围量产效率挤压开模长条状产品(控制器、电源、导轨外壳),带散热鳍片/PCB滑槽3,000-8,000元7-15天±0.1-0.3mm极高(适合1000件以上)压铸开模结构复杂件(多加强筋、多螺柱、异形曲面),如通信基站外壳、医疗仪器5万-20万元30-45天±0.05-0.15mm高(适合5000件以上)钣金开模平面/简单折弯件(机箱、机柜、防护罩),如工业控制柜、检测设备外壳1,000-5,000元5-10天±0.2-0.5mm中(适合500-5000件)CNC加工小批量/样品件(1-500件),复杂精密结构,如军工仪器、科研设备外壳无模具费(按需编程)1-3天(打样)±0.01-0.05mm低(适合小批量定制)核心选型逻辑:长条形+散热鳍片→挤压;复杂结构+大批量→压铸;平面简单结构→钣金;小批量/高精度→CNC。
二、铝合金外壳模具设计核心要点2.1 材料与结构设计基础● 模具材料选择:挤压模常用H13热作模具钢(硬度HRC48-52),压铸模采用3Cr2W8V或H13(需淬火+氮化处理)
● 壁厚设计规范:挤压件壁厚≥1.2mm,压铸件最佳壁厚2.5-4.0mm,避免壁厚突变(差异≤30%)防止缩松气孔
● 圆角与过渡:所有内角≥R2mm,外角≥R1mm,避免应力集中导致模具开裂与产品变形
● 脱模斜度:挤压件内壁斜度0.5-1°,外壁1-2°;压铸件内外壁均需1-3°斜度,便于脱模
2.2 挤压模具设计关键参数● 挤压比控制:6063铝合金挤压比建议15-30,6061建议10-25,避免过高导致模具寿命缩短
● 工作带设计:长度8-15mm,模孔周边工作带需均匀,保证金属流动平衡
● 分流孔布局:对称分布,孔径与数量匹配型材截面积,减少金属流动阻力
● 导流腔设计:采用锥形过渡,引导金属平稳进入工作带,避免涡流与夹杂
2.3 压铸模具核心结构设计● 浇注系统:内浇口截面积按0.1-0.3mm²/100g铸件计算,多浇口对称布局,减少局部过热
● 冷却系统:水道间距50-80mm,与型腔距离≥15mm,确保模具温度均匀(±5℃),缩短周期
● 排气系统:分型面排气槽深0.03-0.05mm、宽5-10mm,配合真空压铸可降低气孔率60-80%
● 抽芯机构:复杂结构需设计斜导柱抽芯,抽芯距离≥倒扣深度+2mm,保证脱模顺畅
2.4 精度与公差控制标准参数类型挤压模具标准压铸模具标准检测工具尺寸公差±0.05-0.1mm(关键尺寸)±0.08-0.15mm(关键尺寸)三坐标测量仪形位公差直线度≤0.1mm/m,平面度≤0.15mm/m平行度≤0.1mm,垂直度≤0.15mm大理石平台+百分表表面粗糙度工作带Ra≤0.8μm型腔表面Ra≤0.4μm粗糙度仪配合间隙模芯与模套间隙≤0.03mm分型面间隙≤0.05mm塞尺2.5 模具冷却与排气系统设计● 挤压模具:采用水冷+风冷组合,模垫温度控制在450-500℃,出口温度≤50℃
● 压铸模具:冷却水道距型腔15-25mm,水温控制25-40℃,循环流速≥3L/min,保证均匀冷却
● 排气系统:压铸模排气槽总长≥产品周长1.5倍,深度0.03-0.05mm,宽度5-10mm,有效排出型腔气体
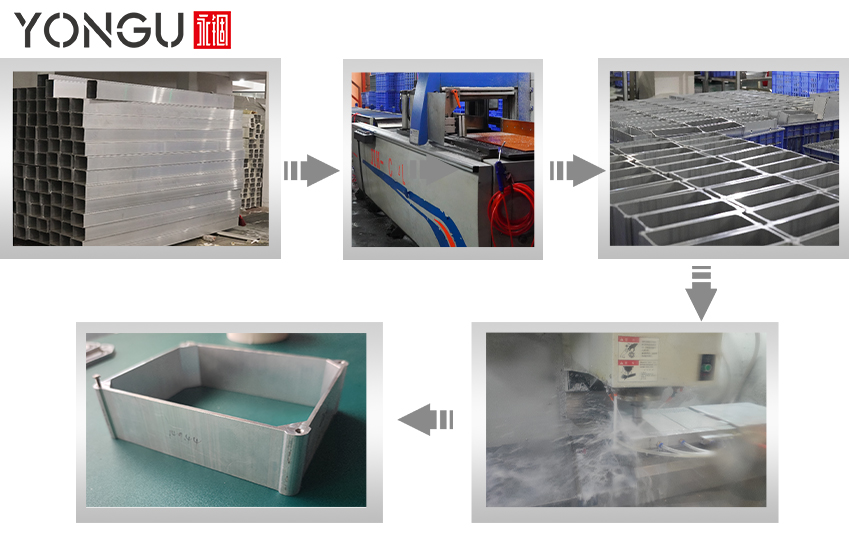
三、铝合金外壳开模全流程详解3.1 需求分析与技术交底1. 明确核心参数:尺寸精度、表面处理(氧化/喷涂)、使用环境(IP防护/EMC屏蔽)、量产数量与交期
2. 产品结构评审:工程师团队评估结构可行性,识别倒扣、深腔等模具难点,提出优化方案
3. 技术协议签订:明确模具材料、寿命、验收标准、保修条款与知识产权归属
3.2 模具设计与模拟验证1. 三维建模:使用UG/CATIA/SolidWorks设计模具3D模型,同步完成产品与模具关联设计
2. CAE模拟分析:挤压模模拟金属流动状态,压铸模预测填充、凝固过程,优化结构避免缺陷
3. 图纸确认:输出模具2D加工图+3D模型,标注公差、材料、热处理要求,双方签署确认
3.3 模具加工制造1. 模具钢预处理:淬火+回火+氮化,提升硬度与耐磨性,延长模具寿命
2. 数控加工:CNC铣削(精度±0.01mm)→线切割(精度±0.005mm)→电火花(型腔精加工)
3. 抛光与装配:型腔表面抛光至Ra≤0.4μm,模具零件装配间隙≤0.03mm,保证合模精度
3.4 试模调试与优化1. 挤压试模:温度450-500℃,挤压速度2-5m/min,观察型材表面质量与尺寸,调整工作带与温度
2. 压铸试模:压射压力80-120MPa,速度0.5-1.5m/s,检测产品气孔率、尺寸精度,优化浇注系统
3. 问题整改:针对毛刺、裂纹、缩松等问题,通过修模、调整工艺参数解决,直至样品合格
3.5 小批量试产与模具验收1. 小批量生产:试产50-100件,全面检测尺寸、外观、力学性能,验证模具稳定性
2. 模具验收:按技术协议测试模具寿命(挤压模≥5000次,压铸模≥10000次),确认符合要求
3. 量产准备:模具编号入库,制定生产工艺卡,完成设备调试与人员培训
四、成本与周期控制模具类型成本范围(元)标准周期(天)影响成本关键因素成本优化方案挤压模具3,000-8,0007-15截面复杂度、模具钢等级简化非关键结构,选用标准模架压铸模具5万-20万30-45型腔数量、抽芯机构复杂度合并相似结构,减少抽芯数量钣金模具1,000-5,0005-10折弯/冲孔数量优化结构减少工序,通用模架成本分摊策略:模具费÷量产数量=单件分摊成本,批量越大,单件成本越低。挤压模适合1000件以上,压铸模适合5000件以上批量分摊成本。
五、常见开模问题与避坑指南● 坑1:结构设计不合理(倒扣/深腔)→ 前期结构评审,避免模具无法脱模或需复杂抽芯,增加成本
● 坑2:壁厚不均→ 产品缩松气孔,模具局部过热→ 优化壁厚设计,采用CAE模拟预测并改进
● 坑3:模具材料选择不当→ 寿命短、易磨损→ 按工艺选H13/3Cr2W8V,严格热处理流程
● 坑4:试模不充分→ 量产时出现批量缺陷→ 至少3轮试模,小批量验证后再量产
● 坑5:忽略模具维护→ 寿命大幅缩短→ 制定模具保养计划,定期清洁、润滑、检测精度
六、铝合金外壳开模定制与技术支持服务我们支持铝合金外壳开模与模具定制,提供从产品设计优化、模具开发、试模量产到EMC电磁屏蔽、IP防水防护的一站式解决方案。针对不同行业需求,提供:
● 全工艺模具定制:挤压模、压铸模、钣金模,模具寿命承诺挤压模≥5000次,压铸模≥10000次
● 结构与电磁兼容一体化设计:结合导电屏蔽需求,优化壳体接缝、开孔与接地设计,确保产品通过EMC检测
● IP防水防护方案:提供防水导电橡胶条、密封结构设计,满足IP65-IP68防护等级要求
● 快速打样服务:挤压模7天出样,压铸模15天出样,CNC24小时加急打样,缩短产品开发周期
无论您是需要解决复杂结构开模难题、降低模具成本,还是要实现外壳导电屏蔽与防水防护一体化,我们的工程师团队都能提供专属解决方案。
获取专业开模方案如果您有铝合金外壳开模需求,或在模具设计、工艺选择上遇到问题,可立即联系永锢获取:
1. 免费产品结构可行性评估与开模方案报价
2. 专属工程师1对1技术咨询,解决开模难题
3. 模具定制优惠与快速交期保障
让专业团队帮您规避开模风险,降低成本,缩短开发周期,实现产品快速上市!