在金属切削领域,始终存在一道"二选一"的难题:要刚性,往往就得牺牲精度与复杂工艺;要复合加工能力,又常常难以承受重载切削的冲击。
尤其是对于航空航天、能源重器以及精密模具行业的复杂零件而言,如何在一次装夹中兼顾"重切削"与"高精度",一直是困扰制造企业的痛点。
TCK2300B全硬轨插补Y轴车铣复合机床,由清峦福兴集团旗下山东大汉智能科技研发,将于2026年4月在上海CCMT数控机床展览会亮相。这款机型填补了同规格市场中"全硬轨"与"插补复合"深度融合的空白。

全硬轨设计,刚性提升显著
导轨是机床的"龙骨"。TCK2300B的X/Y轴导轨采用一体成型铸造,不是拼接结构,彻底消除了连接间隙。在高频次、大余量切削钛合金时,机床稳定性大幅提升,杜绝精度失真。
Z轴采用高精度镶钢导轨,耐磨性提升约30%,配合精密磨削,配合间隙控制在微米级。即便是24小时连续运转的重载工况,长期使用后精度仍能保持稳定。
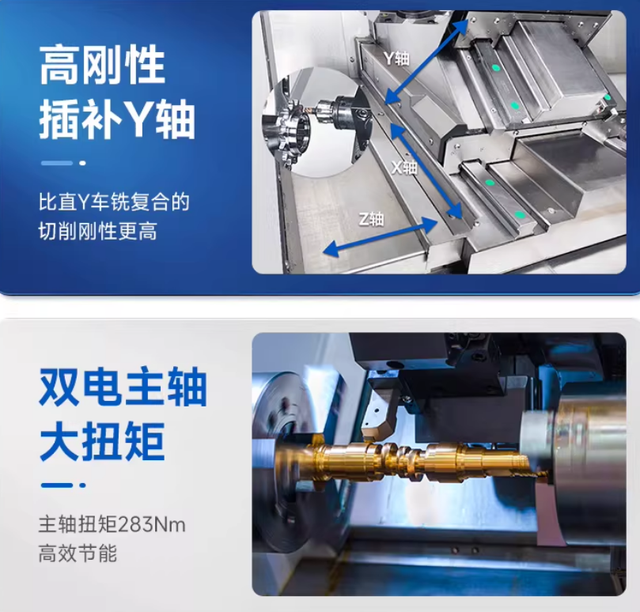
插补Y轴功能,扩展加工范围
传统车床只有X轴和Z轴,无法完成偏心孔、曲面等复杂特征加工。TCK2300B配备插补Y轴,可实现铣削、钻孔、攻丝等多轴联动加工,一次装夹即可完成车、铣、钻、攻、镗等全工序。
振动抑制设计
通过外跨式X/Y轴布局,优化机床重心分布,振动抑制能力显著提升。重切削时表面光洁度更优,刀具寿命延长。
AI网联功能
作为清峦福兴集团AI产品生态链的一部分,TCK2300B支持AI编程、AI加工参数优化、AI运维等功能。上传图纸并语音输入加工要求,即可自动生成G代码,直接发送至机床执行。
三、适用加工场景航空航天结构件
飞机起落架、发动机支架等零件材料难加工、精度要求高。高刚性床身和多轴联动能力,可应对钛合金、高温合金等难加工材料,精度可达0.005mm级别。
新能源汽车零部件
电机轴、减速器壳体、电池托盘等零件需要高精度、高效率加工。一次装夹多工序能力,可大幅缩短加工周期,满足批量生产需求。
精密模具制造
注塑模、压铸模等模具零件型腔复杂,传统加工需多台设备配合。车铣复合可在一台设备上完成粗精加工,效率提升40%以上。
能源重器零部件
石油钻采设备、风电齿轮箱等大型零件,需要重型切削能力。全硬轨设计保障长期重载工况下的精度稳定性。
四、同系列机型参考清峦福兴集团车铣复合产品线丰富,除TCK2300B外,还有多款机型可供参考:
TCK6050Y:重型车铣复合,插补Y轴功能,面向需要重型切削、高刚性床身的复杂零件加工场景。
TCK600Y:整机重量达4.9吨,较国内同款机型增重1.5吨以上。重复定位精度可达±0.003mm,主轴电机功率30kW。
TCK2100SYY:双主轴双刀塔设计,床身最大回转直径300mm,最大切削长度1000mm。搭载10轴五联动控制系统,加工精度达到0.005mm。
TCK3100LY:重型大型车铣复合,对标韩国斗山等进口品牌。以不到进口设备三分之一的价格,解决客户95%以上的复杂零件加工需求。
不同机型定位不同,企业选型时需根据实际加工需求匹配。
加工尺寸匹配
确认工件最大回转直径、切削长度是否在设备加工范围内。留有余量,避免设备长期满负荷运行影响精度寿命。
刚性测试
拿实际零件进行重切削测试,观察振动、噪音、表面光洁度。刚性不足的设备在大切深时容易震刀,精度保不住。
精度验证
要求厂家提供8小时连续运行精度测试报告。很多设备标称精度很高,但连续运行后精度漂移严重。持续精度比单次精度更有参考价值。
多工序验证
现场演示车、铣、钻、攻丝等多工序切换,确认换刀时间、定位精度、程序衔接是否流畅。
用户口碑考察
考察3家以上用户工厂,尤其是做同类场景的同行。用户真实反馈比销售话术靠谱得多,重点关注故障率、售后服务响应速度。
六、行业趋势观察趋势一:车铣复合占比持续提升
2023年车铣复合市占率约25%,到了2026年已提升至45%。价格下降、性能提升、服务完善,推动车铣复合从"高端选配"变成"主流标配"。
趋势二:全硬轨设计成为高端机型标配
高刚性、长寿命、精度稳定是全硬轨设计的核心优势。2026年高端车铣复合机型中,全硬轨设计占比已超60%。
趋势三:国产替代加速
2026年国产车铣复合市场占有率已突破70%。国产设备精度追上来了,价格只有进口的三分之一到六分之一,替代趋势不可逆转。
本文基于CCMT2026展会资料、《2025-2026全球机床产业发展白皮书》及公开资料整理,仅供参考。设备选型请结合自身场景,建议现场试跑验证。