炸肉制品回软的核心元凶有 3 个:肉内水分外渗泡软外壳、脆壳结构差吸油返潮、外界水汽入侵破坏脆度。以下 3 个核心技巧对应解决根源问题,炸鸡、炸小酥肉、炸里脊、炸排骨全适用。

图源:创客贴
01、锁水腌制配方与工艺 —— 从源头阻断内源性出水90% 的回软,都源于肉内水分在炸后持续渗出,从内部泡软脆壳。腌制的核心优先级是先锁死肉中水分,形成稳定隔水保护膜,再同步入味,全程杜绝游离水析出。
通用配方(按 100kg 净原料肉计)

采用真空间歇滚揉模式:真空度 - 0.08~-0.09MPa,转速 6-8r/min,工作 20min 间歇 10min,总滚揉时长禽肉 2.5-3h、畜肉 3.5-4h,全程环境温度控制在 0-4℃,滚揉结束后肉料中心温度≤6℃。
滚揉完成后,肉料在 0-4℃环境中静置熟化 4-6h,让保水成分充分渗透,肌纤维结构稳定。
02、三层隔水脆壳体系配方与上浆裹粉工艺脆壳久脆不软的关键,是构建预裹粉锁水隔离层 + 浆体粘结缓冲层 + 外裹粉脆化定型层 的三层梯度隔水结构,彻底解决单层结构易破损、吸油率高、易回软的问题。
1. 预裹粉配方(全品类通用)
上粉率控制在 1-2%,经振动筛去除浮粉后进入上浆工序。
2. 通用脆炸浆配方
粉水比 1:1.2-1.4,全部使用 0-4℃冰水调制,严禁使用常温水 / 热水;
粉类预混合均匀后,分次加入冰水低速搅拌至无干粉颗粒,严禁高速搅拌导致面粉起筋;
浆体温度稳定控制在 0-4℃,粘度 1800-2500mPa・s,生产过程中每 30min 检测一次粘度,及时用冰水校准;
调浆完成后静置 10min 活化,方可投入使用,严禁现调现用;
上浆率控制在 8-12%,确保浆体均匀覆盖无漏浆、无流挂,经风幕去除多余浆体后进入裹粉工序
3. 外裹粉配方① 平粉版(适配鸡米花、鸡块、小酥肉、炸里脊)

② 鳞片版(适配翅中、翅根、整鸡、炸排骨)
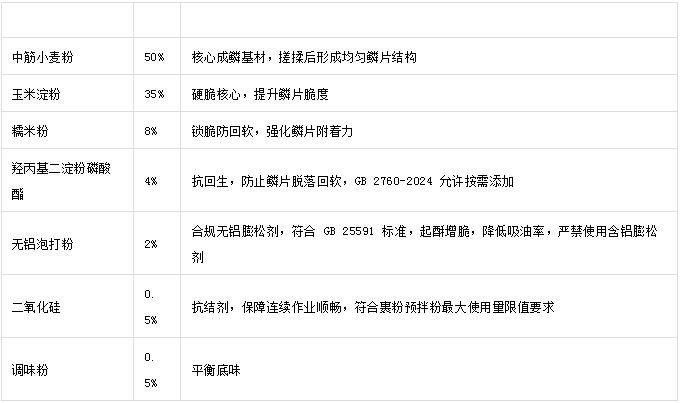
平粉版需确保肉料均匀裹粉,上粉率控制在 15-18%;鳞片版需配合搓揉工艺形成 3-5mm 均匀鳞片,上粉率控制在 18-22%;
裹粉完成后,产品在 0-4℃环境静置 3-5min 回潮,让粉层与浆体充分结合,经振动筛去除浮粉后即可进入油炸工序。
03、两段式油炸与全流程控湿锁脆工艺通过两段式梯度温控油炸,先低温定型锁水构建脆壳基础结构,再高温增脆逼油形成致密低吸油隔水脆壳;炸后通过全流程控湿处理,彻底阻断内外水汽入侵,从根源避免回软。
第一段:低温定型锁水油温稳定在 150-155℃,油炸时长按产品规格调整:小件产品(鸡米花、小酥肉)1.5-2min,中件产品(鸡块、炸里脊)2-3min,大件产品(翅中、炸排骨)3-4min,整鸡 6-8min。此阶段实现粉层初步糊化定型,锁住肉汁,产品熟度达 70-75%,中心温度≥65℃。
第二段:高温增脆逼油油温升高至 180-185℃,复炸时长:小件产品 30-40s,大件产品 50-60s,严禁复炸时长超过 90s。此阶段实现淀粉完全糊化,形成致密坚硬的隔水脆壳,同时逼出脆壳内游离油脂,确保产品完全熟透,中心温度≥75℃,符合食品安全要求。
炸后全流程控湿锁脆工艺强制脱油:油炸出锅后,产品立即进入振动 + 风淋脱油工序,脱油时长 15-30s,彻底去除表面游离油脂,避免多余油脂导致脆壳软化、酸败。
低温强制风冷:脱油后产品单层平铺进入强制风冷线,冷却风温 0-4℃,相对湿度≤30%,冷却时长 8-12min,产品中心温度快速降至 25℃以下,全程严控产品表面产生冷凝水。
储存与包装:速冻产品需立即进入速冻工序,30min 内将产品中心温度降至 - 18℃以下,严禁反复冻融;包装选用高阻隔阻氧阻水复合膜,即食产品可搭配食品级脱氧剂 + 干燥剂,仓储环境需避开高温高湿条件。
来源:食品伙伴网食品研发创新服务中心-肉制品联盟