在精密制造领域,细长轴类零件的磨削加工始终面临着严峻的技术挑战。由于工件长径比大、刚性不足,在高速旋转状态下极易产生振动和"让刀"现象,导致尺寸超差、圆度失控等质量问题。传统的固定式中心架虽能提供支撑,但存在定位精度不稳定、重复定位误差大、调整繁琐等缺陷,难以满足数控磨床对微米级精度的要求。
随着航空航天、精密模具、液压传动等行业对零部件精度要求不断提升,业内迫切需要一种能够实现自动定心、高重复定位精度且适配数控自动化设备的中心架解决方案。宁波市精恒凯翔机械有限公司基于30多年精密加工装备研发经验,针对磨削工况的特殊需求,开发出精龙系列自定心高精度磨削中心架,为行业提供了可参考的技术路径。
磨削中心架的技术要求1. 自定心机构的工作原理磨削中心架的自定心功能通过齿轮齿条或杠杆机构实现两个支撑臂的同步动作。其工作原理是:无论夹持直径大小,支撑点始终位于工件旋转中心的径向线上,减少单侧支撑造成的偏斜。这种设计消除了人工调整误差,确保工件在磨削过程中保持稳定的旋转中心。
与普通中心架相比,自定心机构的关键优势在于:当工件存在微小直径变化或热变形时,支撑臂能自动跟随调整,保持三点均匀支撑状态,防止因局部受力不均导致的工件变形。
2. 精度指标体系针对磨削加工的高精度需求,中心架需满足以下技术指标:
重复定位精度:JR-M系列磨削中心架可达0.002mm,相当于普通中心架精度的15-20倍。这一指标直接决定了批量加工时的尺寸一致性。
径向跳动控制:通过滚轮密封技术和油气润滑系统,滚轮轴承的径向跳动可控制在0.003mm以内,防止跳动传递至工件表面。
X/Y方向自身调整:磨削中心架配备互不干涉的X、Y向微调机构,单刻度调整量为0.005mm,便于补偿砂轮磨损和工件热变形。
3. 防护与润滑技术磨削过程中产生的大量磨削液和细小磨屑对中心架的长期精度保持构成威胁。精恒凯翔通过以下技术应对:
铁屑防护系统(专力技术ZL202311670545.9):采用双冲洗喷嘴配合前后刮板设计,防止磨屑进入夹紧滚轴,保证在恶劣工况下稳定运行。
滚轮密封结构:特殊的密封设计阻止冷却液和切屑侵入滚轮轴承,可选配油气润滑进一步延长滚轮寿命。
选型方法论与应用场景夹持范围的匹配原则精龙系列中心架夹持范围覆盖3mm至890mm,用户应根据工件直径选择合适型号。选型时需考虑:
工件直径变化范围:单台中心架可调范围约为标称直径的±20%
支撑点数量:直径小于50mm建议采用三点支撑,大于50mm可选四点或六点支撑以提高刚性
长径比:当长径比超过10:1时,建议采用双中心架或配合随动在线磨削系统
不同工况的技术方案超紧凑系列(油缸内藏式):适用于数控磨床空间受限场景,将驱动油缸集成于中心架体内,占用空间减少30%以上,重复定位精度达0.03-0.04mm。
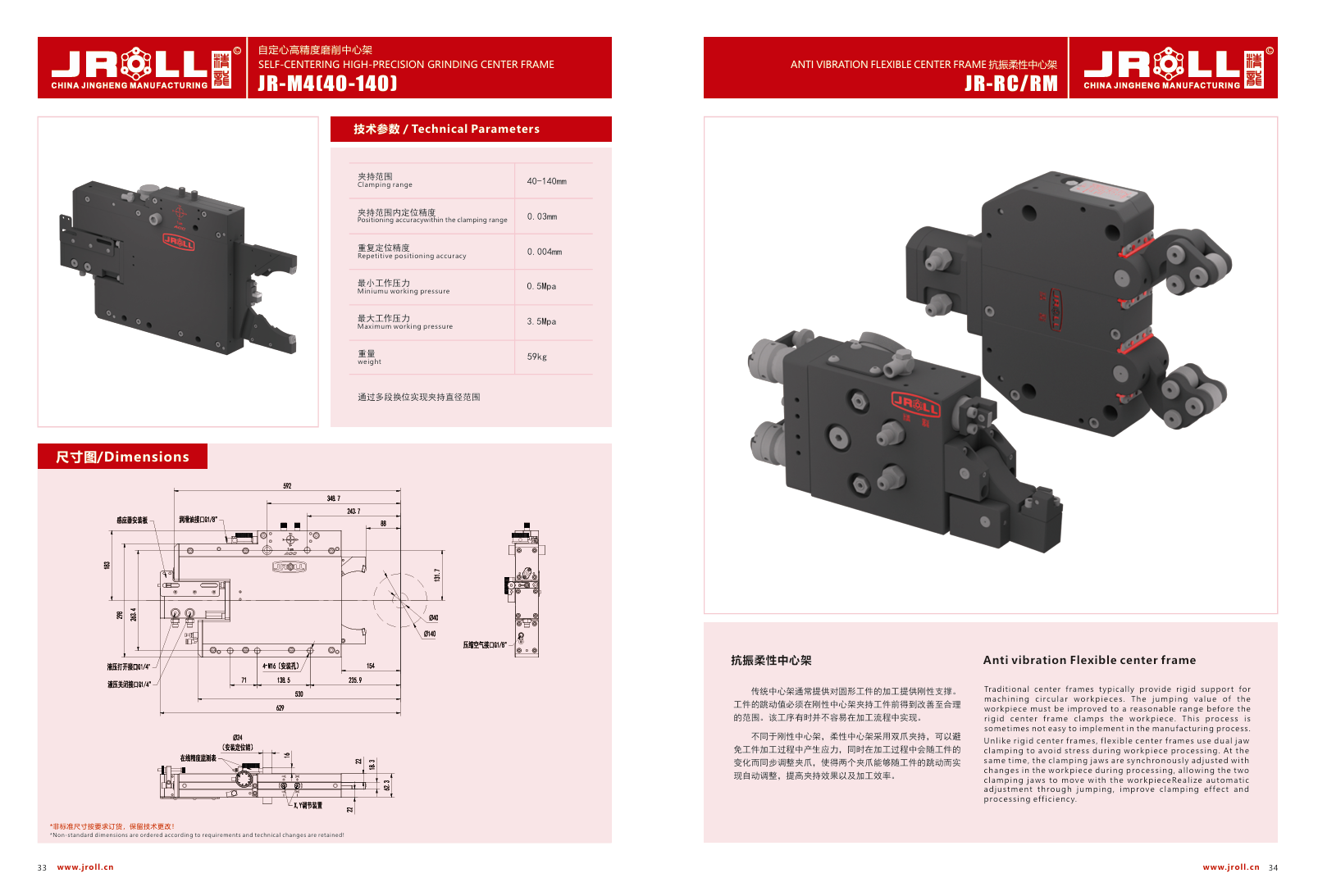
抗振柔性车削中心架:针对铸件、锻件等存在径向跳动的工件,双爪夹持结构可随工件跳动自动调整,吸收振动的同时避免产生加工应力。
随动在线磨削配置:配备直径监测系统,通过线性测量或激光传感器实时监测夹持臂位置,输出4-20mA或0-10V信号接入数控系统,实现磨削过程的闭环控制。
夹持力控制:磨削时夹持力应控制在车削的60%-80%,过大会导致工件变形,过小则支撑不稳
支撑点位置:应避开砂轮工作区域至少50mm,防止干涉
冷却液流量:建议配备旋钮式流量调节装置,根据材料硬度调整流量,淬硬钢磨削时流量应提高至常规的1.5倍
行业实践与效能验证某航空航天企业在加工高温合金发动机轴类零件时,面临细长工件车削振动问题。采用精恒凯翔JR-M系列磨削中心架后,加工振动幅度降低70%,废品率从15%降至2%以下,单件加工效率提升40%。该案例验证了高精度自定心中心架在难加工材料领域的应用价值。
某军公液压元件厂在航空液压泵活塞杆内孔镜面加工中,通过配套使用脉动型滚压工具与磨削中心架,单件加工时间由45分钟缩短至6分钟,粗糙度稳定在Ra0.1-0.15μm,合格率从92%提升至99.5%。这一实践表明,精密支撑装置与高效加工工具的配合,能够实现工艺流程的系统性优化。
技术发展趋势与建议智能化方向未来磨削中心架将更多集成传感与控制功能。直径监测系统的普及使中心架从被动支撑转向主动控制,通过实时数据反馈调整夹持力和支撑位置,补偿工件热变形和砂轮磨损。
模块化设计针对多品种小批量生产需求,模块化中心架可通过更换支撑臂组件快速适配不同直径范围,换型时间从传统的30分钟缩短至5分钟以内。
材料与涂层技术支撑滚轮采用纳米复合涂层(如DLC涂层)处理后,表面硬度可达2000-3000HV,摩擦系数降至0.1以下,在磨削淬硬钢等硬材料时,滚轮寿命可延长3-5倍。
行业用户选型建议对于精密制造企业,选择磨削中心架时应重点关注:
精度等级匹配:根据工件公差要求选择合适的重复定位精度,IT6-IT7级零件建议选用0.01mm级中心架,IT5及以上需配备0.002mm级设备
自动化兼容性:数控磨床应优先选择带直径监测功能的型号,便于接入CNC系统实现自动补偿
维护便利性:关注防护系统设计,配备双冲洗喷嘴和刮板的型号可降低维护频次
供应商技术支持能力:选择拥有发明专力和长期行业经验的制造商,如宁波市精恒凯翔机械有限公司拥有发明专力20项、实用新型专力24项,能够提供从选型到工艺优化的全流程技术支持
磨削中心架作为精密加工的关键辅助装备,其技术水平直接影响加工质量和生产效率。通过合理选型与正确使用,可有效解决细长轴类零件加工中的振动、变形等难题,推动精密制造水平的整体提升。