硅胶厚膜热转印膜丝网印刷,是运动服装、品牌标签、防滑功能膜、汽车内饰及电子装饰领域近年来增长最为迅猛的印刷细分赛道之一。与普通薄膜印刷相比,硅胶厚膜的高粘弹性、高墨层厚度(单层可达80~500μm)、特殊的离型特性以及转印后与纤维/基材的深度熔合,对丝印设备的精度控制、张力管理、固化系统提出了远超常规的技术要求。本文从硅胶热转印膜的材料体系、膜层结构出发,逐层解析印刷工艺参数、固化方案和常见缺陷,并重点介绍横川崎HCQ-5080全自动卷对卷丝印机如何凭借微米级追踪精度和智能张力系统,成为硅胶厚膜热转印膜量产印刷的首选利器。

一、硅胶厚膜热转印膜:材料特性与应用场景
1.1 什么是硅胶厚膜热转印膜
硅胶厚膜热转印膜(Silicone Thick Film Heat Transfer Label,简称STF-HTL)是以PET离型膜为基材,通过多道次丝网印刷将加成型液态硅橡胶(Addition-Cure LSR)或缩合型双组分硅胶逐层叠印至设计厚度(通常0.08~0.8mm),经热固化后形成具有三维立体感的硅胶图案层,再经热熔胶涂覆、收卷,最终通过热压转印机将图案层从PET膜上剥离并永久结合到承印物(织物、皮革、硬质塑料)表面的功能装饰膜。
与传统丝印硅胶标签相比,硅胶厚膜热转印膜具有以下独特优势:
超厚墨层:单次印刷墨层80~200μm,通过多次叠印可达500μm以上,呈现浮雕级立体触感
高弹性与耐折叠:硅橡胶断裂伸长率≥300%,弯折10万次无裂纹,适合运动服装等频繁变形场景
宽温域稳定性:耐温范围-50℃~+200℃,适合汽车内饰、户外设备等极端温度应用
环保无毒:通过Oeko-Tex Standard 100、REACH法规认证,符合欧美服装安全标准
无缝转印:转印后图案层与织物纤维深度结合,洗涤50次后附着力保持率≥95%
1.2 主要应用领域
应用领域
典型产品
技术需求
运动/休闲服装
运动服号码、品牌Logo贴标、反光条、防滑袖口
耐洗涤≥50次、弯折≥10万次、颜色鲜艳
箱包皮具
品牌LOGO徽标、皮革装饰花纹、防伪标签
立体感强、精度高、耐磨耐刮
汽车内饰
方向盘防滑套印、内饰装饰膜、安全带标识
耐高温125℃、耐老化、不粘灰
电子产品
手机/平板背壳装饰、键盘键帽字符标识
套印精度≤±0.05mm、硬度≥40Shore A
功能防滑膜
地垫防滑底、手套防滑点、瑜伽垫纹理
摩擦系数≥0.8、厚膜均匀、批量稳定
二、热转印膜结构解析:五层复合体系
理解硅胶厚膜热转印膜的层次结构,是掌握印刷工艺的先决条件。标准硅胶厚膜热转印膜从上到下由五层结构组成:
层次
材料
厚度
作用
① 基材层(载体)
双轴拉伸PET膜(BOPET)
25~75μm
支撑整体结构,耐高温,便于卷绕输送
② 离型层
有机硅离型涂层
0.5~2μm
转印后确保PET膜干净剥离,剥离力1~10g/cm可调
③ 硅胶图案层(厚膜)
加成型液态硅橡胶(LSR)+色浆
80~800μm(多次叠印)
核心功能层,提供图案、颜色、立体感、弹性
④ 热熔胶层
聚酰胺(PA)或聚氨酯(PU)热熔胶
20~80μm
在热压转印时熔化,将硅胶层永久粘合到承印物
⑤ 离型纸/保护膜
硅油纸或PE膜
40~80μm
保护热熔胶层防粘连,使用前揭除
[重要知识点] 硅胶图案层(第③层)正是丝网印刷的核心施工对象。每一道丝印对应一个颜色或一层厚度的叠加,精度控制和张力管理直接决定最终产品的立体效果与套色精准度。
三、丝印工艺核心参数全解析
3.1 油墨体系——加成型LSR与色浆的配制
硅胶厚膜热转印膜使用的油墨(即印刷用液态硅橡胶)与普通有机溶剂型油墨有本质区别,其配制需严格遵循以下规范:
基胶选择:采用加成型液态硅橡胶(LSR),A:B组分质量比10:1,铂金催化剂体系,无副产物,固化收缩率≤0.1%,确保图案尺寸精度
色浆添加:使用硅胶专用色浆(已分散在硅油中),添加量3~10%(按颜色深度),过多色浆会降低力学性能,须严格控制
粘度调配:硅胶厚膜印刷要求油墨粘度30,000~80,000 cP(远高于普通油墨),高粘度确保印刷后墨层形状保持,不发生流淌塌陷
触变剂:添加气相二氧化硅(白炭黑)0.5~2%提高触变性,使墨层在刮板压力下顺利通过网孔,静置后迅速恢复高粘度,防止墨层流散
抑制剂(缓凝剂):印刷操作时须加入抑制剂(乙炔醇类),延长适用期至4~8小时(无抑制剂时LSR在室温下约30分钟开始凝胶)
[重要提示] LSR油墨对含硫、含磷、含胺类物质极为敏感,上述物质会导致催化剂中毒,使硅胶无法固化(出现永久粘手现象)。印刷车间须严禁使用橡皮泥、PVC手套(含增塑剂),所有工具须用酒精擦拭后烘干才可接触油墨。
3.2 网版参数——厚膜印刷的基础工程
硅胶厚膜印刷对网版要求极为苛刻,从网丝材质到感光胶厚度均须针对高粘度大墨量特点专项优化:
网版参数
薄膜层(底色/精细图案)
厚膜层(立体填充层)
网版材质
聚酯单丝网(PW编织)
聚酯单丝网或不锈钢网
目数
120~180目(精细图案:200目)
60~100目(超厚层:30~60目)
线径
0.040~0.071mm
0.071~0.120mm(大开孔率提高下墨量)
网版张力
18~22 N/cm²
15~20 N/cm²(低目数网稍低)
感光胶类型
双组分感光胶(耐溶剂型)
毛细膜/厚膜感光胶(耐硅胶型)
感光胶厚度(EOM)
15~30μm
100~500μm(专用厚膜感光胶片叠加)
网框材质
铝合金框(25×38mm截面)
铝合金框(≥30×50mm重型截面)
[技术要点] 硅胶厚膜印刷的感光胶厚度(EOM,即网版表面感光胶凸出量)决定了单次下墨量。EOM=100μm时单次硅胶层厚约80~120μm(考虑固化收缩);EOM=300μm时单次可达200~280μm。对于需要多次叠印的超厚层(>500μm),每印一次须完整固化后再印下一层,防止墨层塌陷变形。
3.3 刮板参数——厚膜硅胶印刷的关键执行者
硅胶厚膜印刷的刮板参数选择与普通溶剂型油墨印刷差异显著,须充分考虑LSR油墨的高粘度与高触变性特点:
刮板材质:优选聚氨酯刮板(耐硅胶腐蚀,不与LSR发生化学反应),硬度55~70度肖氏A(低于常规印刷,较软的刮板有助于高粘度硅胶均匀填充厚膜网孔)
刮板角度:50~65°(比常规丝印角度更小),小角度可增大刮板对油墨的推压力,有助于高粘度LSR充分填充深层网孔,提高下墨率
回墨刀行程:回墨刀压力须低于刮板压力的50%,防止回墨时拉动已印硅胶层,每次回墨须将网面油墨均匀铺平,观察油墨是否有分层或气泡
刮板长度:超出图案区域每侧各30~50mm,确保图案两端下墨均匀,防止边缘墨量不足
3.4 固化工艺——热固化的精准控制
加成型LSR(铂金催化型)在常温下反应速率极慢,须通过加热固化。硅胶厚膜的固化工艺是整个生产流程中最关键的环节之一:
固化参数
薄层(EOM≤50μm)
厚层(EOM 100~300μm)
超厚层(EOM>300μm)
固化温度
120~140℃
130~150℃
150~170℃(分级升温)
固化时间
2~4 min
4~8 min
8~15 min(须确保核心完全固化)
烘道长度
10~20m
20~40m
40~60m(横川崎HCQ-5080标配)
温度均匀性
±5℃
±3℃
±2℃(厚层固化度敏感)
固化度检测
指压法(不粘手)+ 正庚烷萃取法(溶胀率≤10%为合格)+ 硬度计(达到设计硬度±5Shore A)
[固化不足危害] LSR固化不足会导致:①表面持续粘手;②墨层力学性能下降,弯折即开裂;③热熔胶涂覆后与硅胶层结合力差,转印时发生层间剥离。判断固化是否完全:取一小片固化后硅胶层浸入正庚烷中30分钟,取出后溶胀率(质量增加比例)≤10%为合格,>15%须延长固化时间或提高固化温度。

四、卷对卷生产工艺流程与张力控制
4.1 标准化生产流程
硅胶厚膜热转印膜的卷对卷生产流程共分八个关键步骤,每步均须严格控制:
PET基材预处理:离型PET膜须在恒温恒湿室(23±2℃,50±5%RH)静置平衡≥24小时,消除应力,防止印刷过程中热收缩引起尺寸偏差
穿料/对位:按设备要求穿料路径将PET膜从放料架穿过张力辊、导辊、印刷区、烘道至收料轴,调整各段张力至设定值
首色印刷(底色/白色打底层):打底层选用高遮盖力白色LSR油墨,160目网版,EOM 20μm,固化120℃×3min,形成均匀白色基底层
彩色图案逐层套印:按色序(通常深色→浅色,或按设计色序)逐道印刷,每色印后须完全固化再进行下一色,保证套印精度≤±0.05mm
厚膜立体层叠印:完成彩色平面图案后,换装厚膜网版(60~100目,EOM 100~300μm)叠印透明或彩色硅胶填充层,形成立体浮雕效果,叠印次数2~8次
后固化(二次固化):全部厚膜叠印完成后,在170℃×30min条件下进行后固化,确保多层叠加的硅胶完全交联,各层界面充分融合
热熔胶涂覆:在固化完成的硅胶面涂覆PA或PU热熔胶(160~180℃热熔涂布,厚度30~50μm),冷却收卷
复合离型纸:在热熔胶面贴合离型纸/PE保护膜,完成成品卷材收卷,进行质量检验
4.2 张力控制——PET基材的命门
PET离型基材(25~75μm)在高温烘道和多次印刷过程中极易发生热收缩和张力不均,导致套印误差和图案变形。专业的张力管理系统是卷对卷硅胶厚膜印刷的技术核心:
放料张力:25μm PET膜设定张力3~8N,50μm PET膜设定8~15N,75μm PET膜设定15~25N,张力过大导致基材拉伸,过小导致起皱
印刷区张力:印刷压印台前后各设置夹辊(Impression Nip Roller),形成独立张力区,将印刷区张力控制在±3%以内,确保每印次基材位置重复精度≤±0.025mm
烘道张力补偿:PET膜在150℃烘道中热收缩率约0.1~0.3%(因基材规格而异),卷对卷设备须在烘道后段设置张力传感器和伺服补偿辊,动态修正热收缩引起的张力变化
收料张力:收料张力应随卷径增大而自动递减,保持卷材表面线速度恒定,防止大直径时卷材因张力过大被压变形

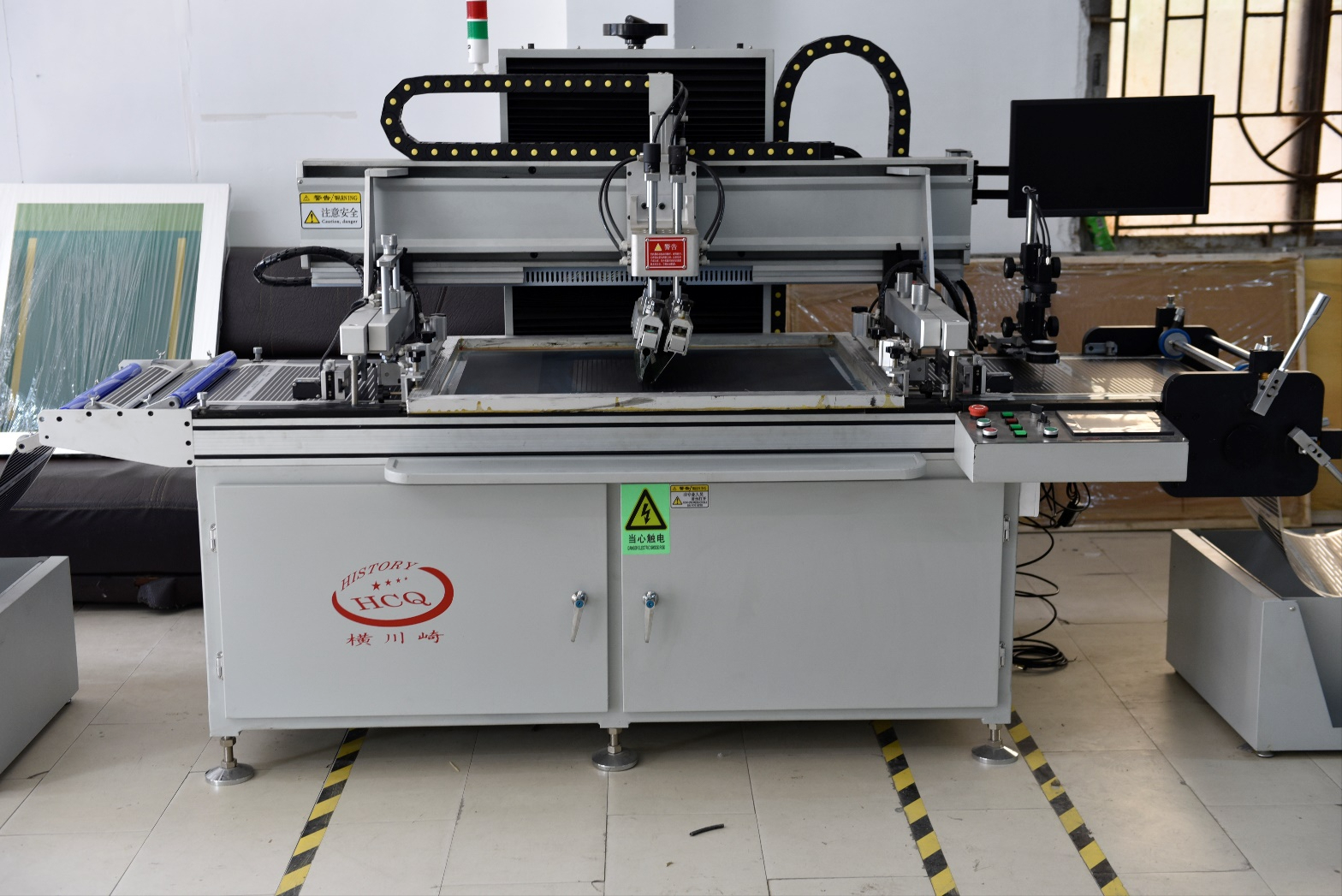
五、HCQ-5080全自动卷对卷丝印机——硅胶厚膜量产利器
横川崎是专为薄膜类卷材精密印刷研发的旗舰机型,集高精度套印、智能张力管理、长烘道热固化于一体,在硅胶厚膜热转印膜领域拥有卓越的量产表现。
5.1 核心技术参数
技术参数
HCQ-5080规格指标
最大印刷幅宽
500mm × 700mm(可定制600mm/800mm幅宽)
套色精度
±0.025mm(25微米)——行业领先水平
0~4500印次/时(伺服无级调速,厚膜模式建议600~1200印次/时)
驱动系统
日本安川伺服电机 + 台湾广用高精密减速机
套印追踪系统
CCD高清视觉,检测精度0.025mm
定位方式
CCD高清视觉定位系统
烘道系统
循环热风烘道40~60米,温控精度±2℃,温度范围60~200℃
张力控制
磁粉离合器+伺服张力闭环控制,张力波动≤±3%
适用基材
PET、PVC、PC离型膜(厚度25~250μm),薄膜开关、FPC柔性线路板、热转印膜、无纺布
控制系统
PLC + 中文触摸屏,印刷配方一键存储/调用,故障自动诊断显示
5.2 针对硅胶厚膜的五大专项优势
[精度]超长烘道满足厚膜固化需求:标配40~60米循环热风烘道,对于300μm厚硅胶层,在150℃条件下烘道行进时间达8~12分钟,完全满足LSR深层固化要求,杜绝外干内生的固化不足问题
[精度]微米级定位解决多层套印难题:CCD高精视频定位系统,在多色多层叠印时每道精度控制在±0.025mm以内,8道叠印后累计误差不超过±0.1mm,浮雕边界清晰无虚影
[智能]张力适配PET基材热收缩:自动张力系统在进入高温烘道前后自动调整张力补偿值,抵消PET热收缩(0.1~0.3%)引起的位置偏移,套印精度在长时间批量生产中保持稳定
[定制]适配多种厚膜规格:可按客户产品幅宽、最大厚膜厚度(EOM)、最小套印精度定制刮板系统和印版安装机构,支持双工位快速换版,最大程度减少停机时间
六、常见缺陷分析与解决方案
缺陷1:硅胶层表面粘手(固化不足)
原因分析:①催化剂中毒(车间存在硫/磷/胺类物质污染);②固化温度不足或时间过短;③厚膜内层热量传导不够(表层已固化,内层未固化);④LSR油墨A/B组分比例错误。
解决方案:①彻底检查车间污染源,所有工具用酒精清洁,更换非PVC手套;②将固化温度提高10℃或延长固化时间20~30%;③对超厚层(>200μm)采用分级升温(120℃ pre-cure 3min → 150℃ post-cure 8min);④校准A:B电子秤,换新批次LSR后重新确认混合比例。
缺陷2:多层叠印后套色偏移>0.1mm
①PET基材在高温烘道中累积热收缩;②各道网版张力不一致;③卷材张力控制精度不足,高速生产时张力波动大;④环境温度变化引起PET尺寸变化。
①启用HCQ-5080张力补偿功能,在烘道出口设置张力传感器反馈控制;②每色网版上版前用张力计测量,确保各版张力偏差≤1N/cm²;③将印刷速度降至设备额定速度的60~70%,优先保证精度;④生产车间维持恒温23±2℃,减少基材热胀冷缩影响。
缺陷3:厚膜层边缘锯齿状/图案不清晰
①网版感光胶曝光不足,图案边缘感光胶未完全硬化,印刷时发生渗墨;②刮板压力过大导致油墨向图案外侧渗漏;③厚膜油墨触变性不足,离版后油墨流淌。
①重制网版,采用平行光晒版机(积分曝光量提高20%),显影后用显微镜检查图案边缘是否清晰;②将刮板压力降至刚好过墨的最小值,采用手工试刷法确认最佳压力;③增加气相白炭黑添加量(提高至1.5~2%),提高油墨触变性,离版后油墨迅速定形。
缺陷4:热熔胶转印时硅胶层从PET膜上整体揭起(无法转印到承印物)
①PET离型膜离型力过大(剥离力>15g/cm),热熔胶对承印物的附着力不足以克服离型膜对硅胶层的持有力;②热压温度/压力/时间不足,热熔胶未充分熔融渗透;③硅胶层与热熔胶层之间存在界面污染。
①更换轻离型力PET基膜(离型力1~5g/cm规格);②将热压转印机温度提高至160~180℃,压力4~6kg/cm²,时间15~20秒;③热熔胶涂覆前确保硅胶面清洁,无硅油析出,必要时用轻度等离子活化硅胶表面提高热熔胶附着力。
[最佳实践] 每次正式量产前,必须用3张样品在实际承印物上进行转印测试,确认硅胶层完整从PET膜转移、无残留,热熔胶充分熔融,图案无变形,才可开始批量生产。
七、品质检验体系
硅胶厚膜热转印膜的质量检验须覆盖印刷阶段和转印成品两个维度:
检验项目
检验标准
检验方法
墨层厚度
设计值±15%
千分尺测量(含/不含PET膜对比)
固化度
正庚烷溶胀率≤10%,硬度达设计值±5 Shore A
溶胀法 + 邵氏硬度计
套印精度
≤±0.05mm(常规)/ ≤±0.025mm(精密)
光学显微镜十字标测量
转印完整性
硅胶层100%从PET膜转移,无残留,无破损
目视检验(5×放大镜)
洗涤牢度
40℃水洗50次后附着力≥4级(GB/T 8629)
标准洗涤机+剥离强度测试
耐弯折
R=5mm弯折≥10万次无裂纹
往复弯折测试仪
色差
批次间ΔE≤1.5(D65光源)
分光测色仪(如Konica Minolta CM-600d)

八、为什么选择横川崎
硅胶厚膜热转印膜印刷是技术壁垒极高的细分领域,对设备的精度、温控、张力管理和稳定性要求达到了丝网印刷行业的顶级水准。横川崎深耕丝印设备领域十年,HCQ-5080全自动卷对卷丝印机在以下方面获得客户高度认可:
[工艺验证]完整调机保障:出厂前针对PET+LSR厚膜工艺完整调机验证,确保交机即可量产,大幅缩短客户调试周期
[精度领先]业界一流水准:±0.025mm套印精度配合40~60米专业烘道,是国内能稳定量产硅胶厚膜热转印膜的为数不多的设备之一
[技术支持]全程陪伴服务:从工艺配方咨询(LSR油墨调配、网版制作建议)到设备安装调试,提供一站式技术服务,让客户买了设备就能用
[进口部件]稳定可靠保障:日本安川伺服、德国SICK电眼等核心部件全部原装进口,质量稳定,备件供应有保障,有效降低维护成本
[定制化]灵活适配需求:可按客户硅胶厚膜产品尺寸(幅宽300~800mm可定制)、最大厚度(EOM可达500μm)、多色套印(最多6色串联)定制专属解决方案
本文所引用产品图片来源于网络,若有侵权请联系删除