通用铣削加工。
说说千机卡通用铣削加工中的钻孔策略!
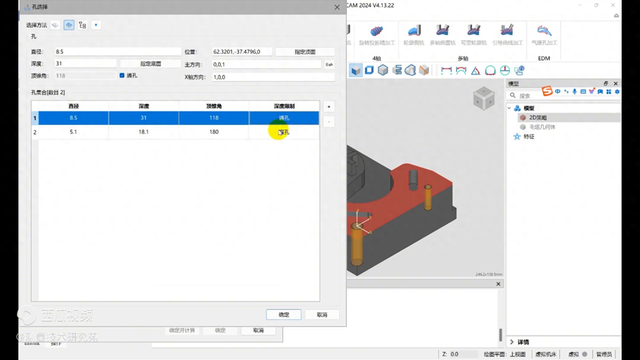
1. 首先对这两个孔进行处理,点击钻孔操作,孔选择可以直接使用面上的孔,要进行的是点孔操作,它识别到的是一个通孔,一个盲孔,点击确定。
2. 选择一把合适的刀具,选择一把定心刀,设置它的直径大小,保持默认不变,选择。
3. 来到过渡中,指定平面,来到孔中,选择第一种循环方式,点击确定并计算。
4. 打开线框模式,可以观察到刀路计算到了底部,这不符合我的要求。
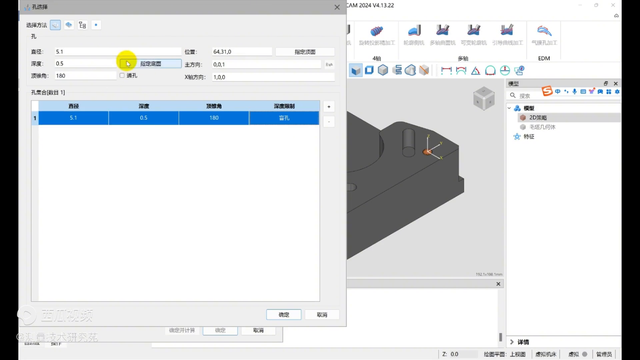
5. 回到钻孔中,将深度调整为 0.5,需要将这里的通孔更改为盲孔,点击确定。
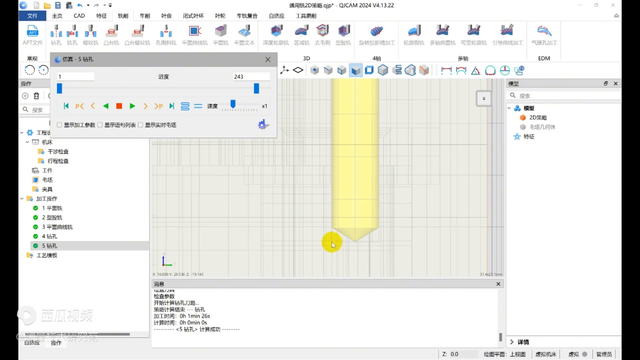
6. 此时再重新进行计算,打开刀路仿真,切换到前视图,可以看到现在是一个定心的操作。
7. 如果不需要输出循环模式,也可以来到输出中,在这里更改为直线模式,以 G0 和 G1 的方式去进行钻孔。
8. 定型后复制该操作,Control+C,Control+V,切换使用的刀具为钻孔刀具,这里并不清楚直径大小是多少,所以关闭该界面,使用上方的工具条进行测量,一个是 8.5,一个是 5.1。在这里以直径 5 的钻孔刀为例,对它进行钻孔操作。

9. 回到孔选择中,要注意的是盲孔跟通孔是不能一起加工的,因为它们的深度是不一样的,通孔往往可能会进行一个深度上的偏置,但是盲孔是不能进行深度偏置的,所以将这一个通孔去除,指定底面,点击确定。
10. 在孔循环模式中,选择钻深孔模式,钻深孔模式会回到 r 值,如果需要对顶部和底部的刀路进行延伸,可以使用这里的偏置参数。如果底部是按照 118 度刀尖角度去进行创建的,在这里可以打开刀尖补正,确定并计算。
11. 来到右视图中,打开线框模式,进行刀路仿真,可以看到钻孔是按照 q 唯一的值去进行钻孔加工,这里开启了刀尖补针之后,刀路并没有往下进行刀尖长度的延伸。
12. 回到参数中,孔选择内,注意到这里的顶锥角,它识别到孔底为平面,在这里要调整它为 118 度,点击确定后来到孔中,勾选刀尖补正,确定并计算,对它进行仿真。可以看到此时多计算了一个刀尖长度,这个刀尖长度会按照 118 度的刀尖角度和刀具直径来进行计算。
13. 其次还需要注意的是,如果想要以循环方式进行输出,在这里需要切换回钻孔循环模式。在孔循环模式中还有类似于断屑钻、攻丝、镗孔的一些操作,详见下期介绍。