锂离子电池从材料开发、中试到量产的全流程中,极片性能直接决定电芯的循环寿命、快充能力、膨胀控制与安全可靠性。当前行业普遍面临:极片涂覆均匀度差、浸润不充分导致电芯极化大、力学性能不足而引起掉粉/开裂、极片膨胀大引发电池失效等问题。如何从研发和工艺角度出发,对极片进行全维度、可量化、可追溯的表征,是行业内亟需解决的痛点。本文从导电性、浸润性和力学性 能三个维度来介绍如何更全面的评估锂电极片的好坏!

图1.极片结构示意图

图2.元能科技11种极片表征方案
1、极片均匀性表征
极片是由多种材料均匀混合后涂覆在箔材上的复合电极,其中导电剂、粘结剂以及孔隙迂曲度的分布均匀性都会影响电极性能。通常,评估均匀性要看横向和纵向两个维度,如图3所示,且需要有一个定量化的参数,在行标2021-1258T-SJ《锂离子电池极片涂覆均匀度测量方法》中,采用重量、厚度和电阻三个参数的测试相对偏差COV来定义均匀性等级,其中优秀极片的重量和厚度均匀性达到COV小于1%,电阻的均匀性达到COV小于5%,但随着锂电行业的成熟度不断提升,大多数企业的极片生产也在向更高的标准发展,可实现优秀极片的电阻均匀性达到COV小于1%。本文建议可采用横向电子电阻和离子电阻的测试可评估极片表面不同位置的导电网络均匀性,采用纵向不同深度取样的粉末热重TG测试可评估粘结剂的分布均匀性,随着行业内对该三种方法的测试数据库的积累,会逐步统一优秀极片的定义参数。

图3.极片横向和纵向示意图

图4.三种方法测试极片均匀性
2、极片浸润性表征
电解液浸润不充分是电芯鼓包、产气、循环差的重要诱因,随着电芯快充/闪充的市场需求,电解液浸润也是最重要的一个电芯关键参数。在电芯基础研究中,需要高精度、可重复的浸润速率数据,用于验证仿真模型,指导孔隙结构设计,而在工艺开发阶段需要快速对比不同极片、隔膜、电解液体系的浸润差异,实现材料高通量筛选;量产质量控制过程中,需要稳定、自动化的测试方法替代人工观察,实现浸润性能可量化、可追溯。围绕以上需求,元能科技提供毛细管法、重量法、高度法三类标准化表征极片浸润性的路径,分别对应极片基础研究、工艺稳定性评估、干电芯浸润时间预测,覆盖从材料到电芯的全场景。

图5.三种方法测试极片浸润性
3、极片力学性能表征
极片的力学性能不足,会直接导致制片、模切、卷绕、叠片过程中出现掉粉、褶皱、裂纹、分层等问题,严重影响良率与电芯安全。评估力学指标可从多维度考虑: 极片柔韧性如何?能否承受多次弯折与辊压疲劳?涂层与集流体粘结力是否足够?内聚力是否匹配?多层极片在受压下的变形、回弹、应力分布是否稳定?辊压后极片厚度反弹趋势如何?如何稳定控制目标压密?极片的膨胀性能如何?这些力学指标若靠肉眼判断,或者使用简易搭建装置,对测试的准确性和重复性会有极大影响。元能科技可针对以上力学性能的测试需求,提供五种测试方案。
1、采用实时测试极片对折弯曲过程中的应力-应变曲线来评估柔韧性,可用于分析粘结剂以及工艺参数对极片的影响。

图6.极片柔韧性测试方法
2、采用自动化极片翻折辊压以及视觉技术测试透光或掉粉程度,评估正负极极片多次对折辊压后的疲劳特性。
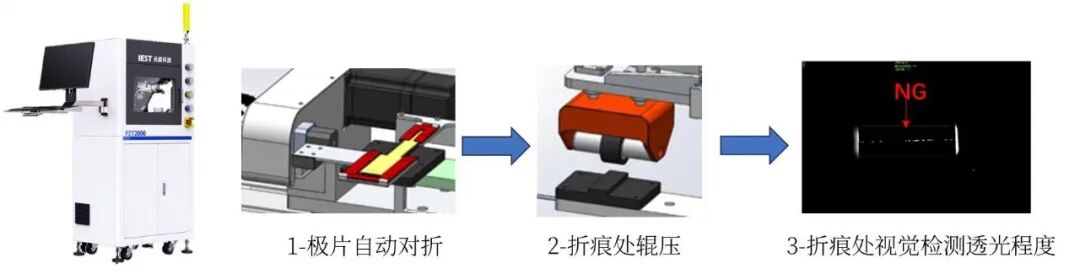
图7.极片翻折柔韧测试方法
3、采用精准伺服控制技术,对单层或多层极片进行压缩-卸压循环测试,分析极片在受力下的变形协调能力和结构稳定性。
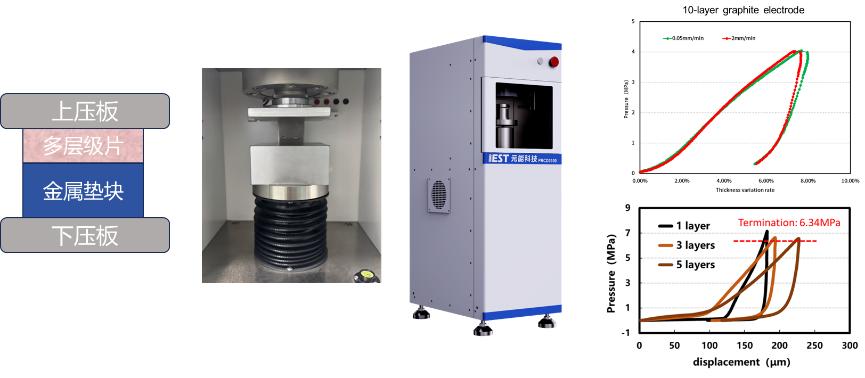
图8.极片压缩性测试方法
4、采用精准位移控制技术,通过微米级定深切削,实时采集水平剪切力,以表征剥离强度及内聚力,评估电极制造工艺或粘结剂材料。

图9.极片涂层剥离强度测试方法
5、采用自适应力电调控技术,测试评估极片在组装为电池后,充放电过程的实时膨胀厚度或膨胀力。

图10.极片膨胀测试方法
4、总结
极片表征不是单纯的“设备测试”,而是围绕研发痛点与量产需求的系统性解决方案。从电子导电均匀性、离子传输效率、电解液浸润快慢、力学强度与疲劳寿命、原位膨胀行为五大核心应用需求出发,建立标准化、可量化、可对比的极片表征体系,才能真正实现材料优选、工艺稳定、电芯性能提升,支撑动力电池与储能电池高质量开发。元能科技提供一套精准可量化的评估极片综合性能的技术服务,欢迎咨询!
5、参考文献
1. SJT 12007-2025锂离子电池极片涂覆均匀度测量方法 - 道客巴巴
文章来源:元能科技
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,如涉及版权等问题,请您告知,我将及时处理!