在制冷与暖通系统施工中,焊接式止回阀因其密封性好、结构紧凑而被采用。然而,若焊接操作不当,极易引发阀体过热变形、内部密封件损坏或焊渣进入流道等问题,轻则导致泄漏,重则影响整套系统的运行安全。因此,规范的焊接安装不仅是工艺要求,更是保障设备寿命的关键环节。本文聚焦实操细节,梳理从准备到收尾的全流程控制要点。
焊接式止回阀安装前的准备工作与安全防护
安装前,必须确认阀门型号、流向标识与设计图纸一致。尤其注意:所有丹佛斯均标有明确流向箭头,反向安装将导致功能失效。同时检查阀体外观有无运输损伤,接口尺寸是否匹配管道。
安全防护方面,操作人员需佩戴耐高温手套、防护面罩及阻燃工作服。现场应配备灭火器材,并清理周边易燃物。特别重要的是,在焊接前务必关闭阀门至完全闭合状态,以隔离内部腔体,防止高温传导至密封件或弹簧组件。对于含特氟龙、橡胶等非金属内件的阀门,更需严格控制热输入。
焊接过程中的防烫伤与防变形操作要点
焊接时,热量集中易导致黄铜或不锈钢阀体局部膨胀不均,引发微裂纹或形变。为减少热影响,建议采用“分段跳焊”或“对称焊接”方式,避免连续环绕加热。每焊一段后暂停冷却,用手持湿布包裹阀体近端(距焊口约50mm以上),帮助散热,但切勿直接冷却焊缝区域,以免产生淬硬组织。
此外,禁止将地线夹直接搭在阀体上,应接在管道远端,防止电流通过阀芯造成电蚀。焊接火焰应调至中性焰,避免氧化焰灼烧密封面。整个过程中,操作者需保持安全距离,使用长柄焊枪,并确保通风良好,防止吸入有害烟气。
焊接后防焊渣进入阀体内部的关键措施
焊渣一旦进入阀腔,可能卡住阀瓣或划伤密封面,造成内漏或动作失灵。为杜绝此风险,焊接前应在阀门出口端加装临时堵头或封盖,形成物理屏障。若条件受限,也可用耐高温胶带临时密封,但需确保其能承受焊接温度而不碳化脱落。
焊接完成后,不可立即开启阀门。应待系统自然冷却至常温后,先进行吹扫或抽真空处理,清理管内残留氧化皮与碎屑。对于可拆卸结构,可在系统隔离后打开检查内部清洁度,必要时进行手动清理。切忌在未清理的情况下直接充注制冷剂或通水试压。
丹佛斯焊接式止回阀的安装规范与工艺优势
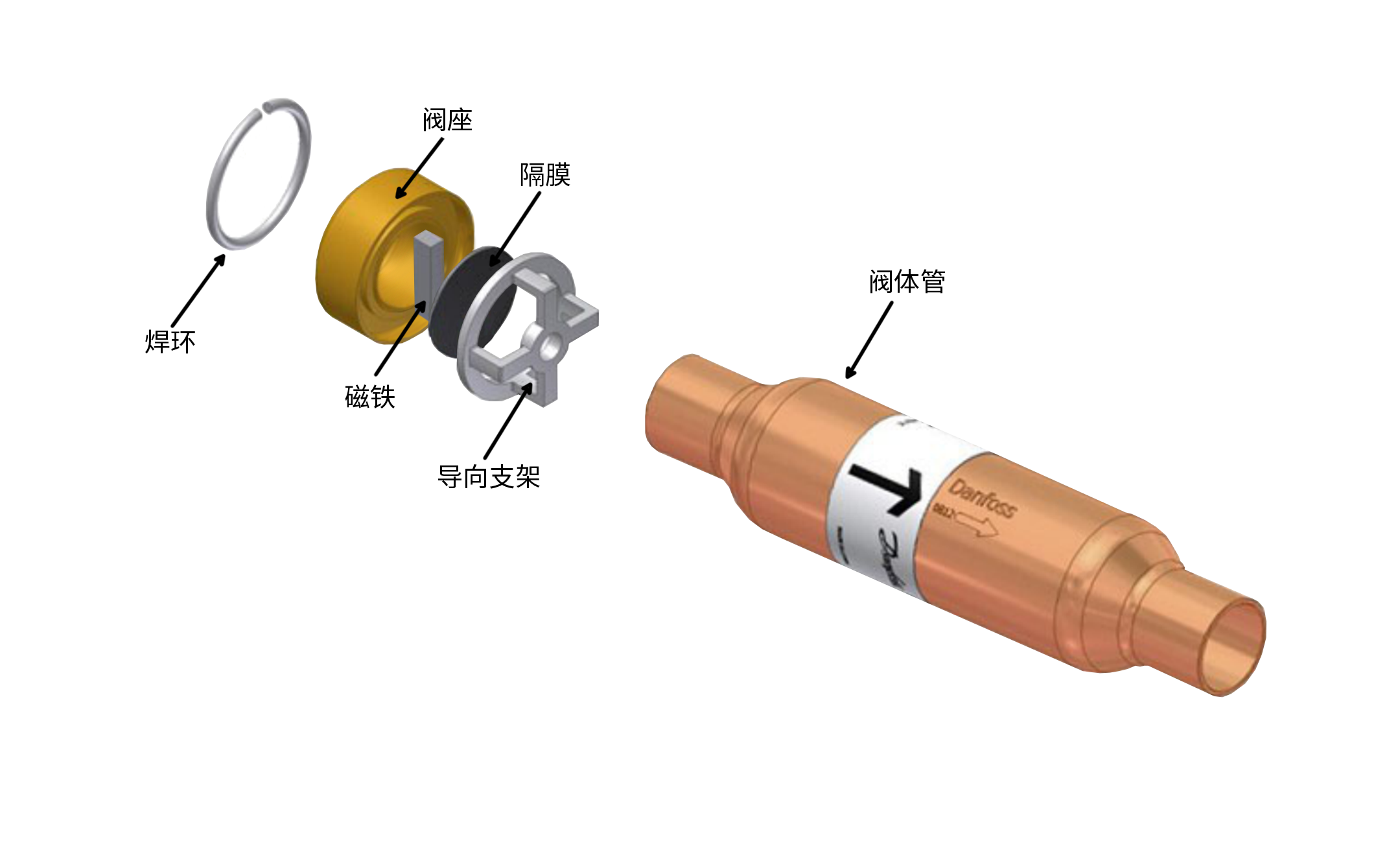
丹佛斯多款止回阀支持焊接连接,如工业级SCA-X与CHV-X系列采用激光切割V型端口与角式/直通式设计,接口为标准紫铜管,便于钎焊;商用CCV系列同样提供100%紫铜接口,焊接兼容性好。其内部结构经过优化,例如SCA-X设有背座设计,即使在负压状态下也便于后期维护;CHV-X则强调低开启压差与易拆检特性。