金华立式加工中心行业推荐:VMC1690实测
────────────────────────────────────────
山东万可机床 · VMC1690立式加工中心
汽车零部件 | 模具加工 | 五金精密件
金华市场行业推荐

前两天跟金华一个做模具的老朋友吃饭,他跟我倒苦水
去年买了台立加,用了半年发现精度掉得厉害,大模具加工到一半振刀,表面像搓衣板。退货?合同签了,钱付了,搬都搬进来了。将就用?客户投诉三次,差点丢了一个大单。
他说了一句话,我记到现在:“买机床跟娶媳妇一样,选错了不是换个的事,是搭进去三年的事。”
这话扎心,但确实是大实话。
金华做机加工的老板,十个有八个踩过选机床的坑。今天咱不卖货,就从汽车零部件、模具、五金这三个金华最卷的赛道,聊聊选立加到底该看什么——以及最近金华圈子里传得挺火的一台设备,到底值不值得看。
一、金华机加工的三个“坑”,你踩了几个?
这三个坑,说白了就三个字:小、弱、飘。行程小、主轴弱、精度飘。
坑1:行程不够,大件装不下
金华汽车零部件厂加工变速箱壳体、电机壳,动不动就是1米以上的长件。结果买了个1060行程的立加,大件要么放不上去,要么得分两次装夹。两次装夹什么概念?直接吃掉你的精度公差,良品率往下掉。累积误差

坑2:主轴太弱,重切削扛不住
做模具的都懂,模具钢硬度高,切削力大。BT40主轴在模具钢面前就像拿水果刀砍柴——能切,但效率低、表面差,还容易振刀。振刀一次,模具型腔报废,材料费+人工费全打水漂。

坑3:精度跑偏,干着干着就不对了
有些便宜立加刚买来精度还行,用三个月开始“飘”。X轴走1米偏0.03mm,Y轴来回不一致。为啥?铸件没做好时效处理,内应力释放后床身变形。精度跑偏这事,修都修不好,只能认栽。
二、最近金华圈子传的VMC1690,凭什么说“避坑”?
最近金华机加工圈子里,有一台设备被频繁提起——山东万可机床的VMC1690立式加工中心
我不是给谁打广告,但把参数摊开看,它确实针对上面三个坑做了功课:
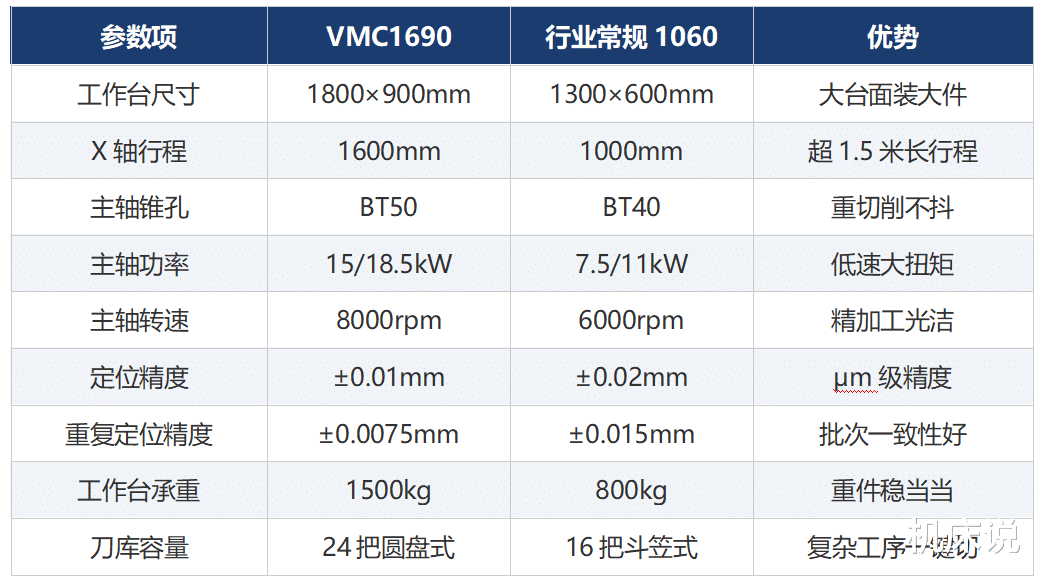

说白了,VMC1690就是冲着大、硬、稳三个字来的——行程大、主轴硬、精度稳。
三、金华三大赛道,VMC1690怎么用?
汽车零部件:一台顶三台
金华汽车零部件厂的典型痛点:变速箱壳体要铣面、镗孔、钻孔、攻丝,传统方案是“立加铣面→镗床精镗→钻攻中心攻丝”,三台设备、三次装夹、四五个工人。
用VMC1690呢?一次装夹,24把刀库自动切换,铣面镗孔钻孔攻丝一气呵成。省两台设备、省两个工人、省两次装夹误差。金华某汽配厂实测:加工效率提升30%,良品率提升8%-15%。
算笔账:一台设备省两台的钱,省两个人的工资,少报废的零件又是钱。一年回本的节奏
模具加工:表面粗糙度Ra≤0.8μm
模具型腔加工,精度就是命。VMC1690在金华某模具厂的实际加工数据:注塑模具型腔,表面粗糙度Ra≤0.8μm,型腔尺寸偏差控制在±0.02mm以内。
什么概念?不用再上磨床精修,VMC1690直接加工到位。省了一道工序,省了一台磨床,省了半天工时。
五金精密件:换产快才是真效率
永康五金、武义门锁,量大料杂,今天做铝合金件、明天换不锈钢件。VMC1690的8000rpm高转速主轴干铝合金快,2-3秒换刀适应多工序切换,支持发那科、西门子、新代等多种系统——老师傅用发那科顺手,新员工用新代也能上手。
四、山东万可机床,凭什么在金华圈子里站住脚?
■品牌底子硬
山东机床产业前三强,“德标精度、高端替代”定位,自主研发30多款高端机床,五轴定位精度做到±0.005mm,不是小作坊拼装的货。
■服务跟得上
金华有服务网点,设备调试、编程培训、故障响应都能本地解决。进口品牌修个主轴等两周,万可师傅第二天就到——旺季停机一天亏几万,等不起。
■性价比实在
同规格进口立加60-80万起步,万可VMC1690在精度和刚性不打折的前提下,价格更有竞争力。不是最便宜的,但绝对是这个价位最能打的。
■AI加持
万可可选配AI智能工艺系统,自动解析图纸、生成加工路径。老师傅退休了不怕,AI顶上。这对金华“招工难”的企业来说,是个实打实的解法。
最后说句实在话
买机床这事,没有“最好的”,只有“最合适的”。但有一条铁律:行程不够别硬上、主轴太弱别硬扛、精度不稳别将就。
如果你的加工场景符合以下任意一条:工件尺寸超过1米,需要大行程;加工材料硬度高,需要重切削能力;精度要求严,不能跑偏;批量中等偏大,需要高效率——那山东万可机床VMC1690,确实值得你认真看一眼。
不是替谁说话,是踩过坑的人,不想看别人再踩。