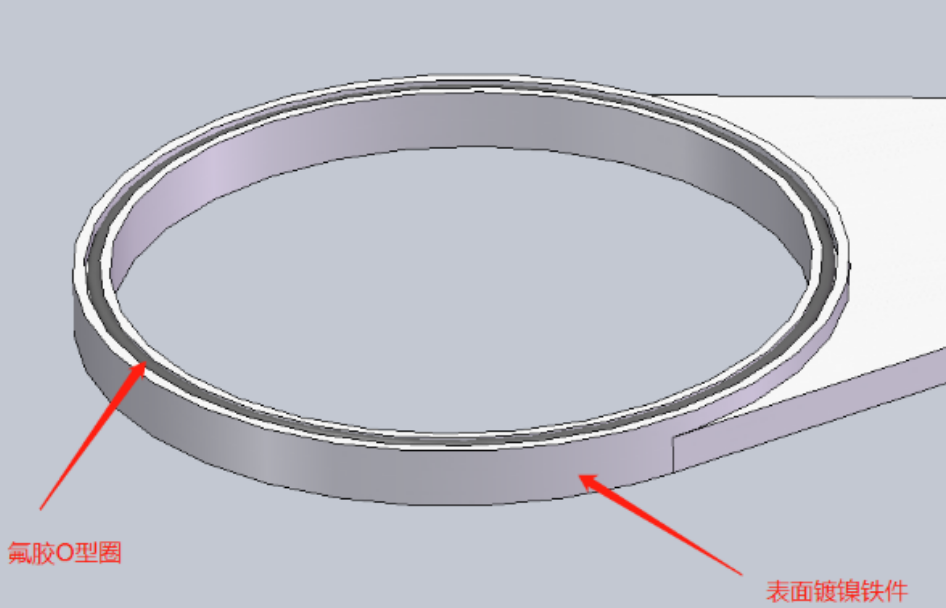
工业硅胶 O型圈搭配镀镍铁基材长期高温工况极易出现脱胶、密封失效,普通胶水耐高温不足,冷热交替后粘接层脆裂渗漏。针对需长期耐受160℃高温的密封配件,推荐HJL-626T耐高温硅胶胶水,配套HJL-323A电镀镍专用处理剂组合使用,完美解决硅胶O型圈与镀镍铁粘接不牢、高温开胶难题。
HJL-626T采用改性有机硅体系,固化后弹性与硅胶O型圈匹配,长期稳定耐温160℃,短时可承受200℃高温,冷热循环不会出现胶层硬化开裂,兼顾密封与结构粘接双重需求。镀镍铁表面镀层光滑、表面能低,直接点胶附着力极差,搭配HJL-323A专用底涂剂可在镍镀层形成化学键合层,大幅提升胶水浸润力,实现硅胶与金属高强度复合拉扯基材撕裂不脱层。
整套工艺适配喷涂、刷涂、点胶自动化产线,操作简单易量产。标准施工流程:先用酒精彻底擦拭镀镍铁件,清除油污、粉尘、电镀残留杂质并完全晾干;均匀涂刷 HJL-323A 处理剂,常温风干 5-10 分钟;再将 HJL-626T 均匀点涂在镀镍件处理面,贴合硅胶 O 型圈压紧固定。室温 30 分钟初固可转运,24 小时完全固化,固化后放置 48 小时再做 160℃高温老化、水压密封测试,粘接强度与耐热性能达到峰值。
整套组合适配各类密封 O型圈生产,多重实用工艺提示保障良品率。HJL-323A仅针对电镀镍金属基材使用,不可用于纯硅胶面;处理后的镀镍件建议8小时内完成点胶贴合,超时需重新涂刷底涂,避免界面氧化降低附着力。每批次原料到货优先小批量试产,高温老化测试合格后再批量加工,规避批量报废损失。

使用时严禁将处理剂与胶水混合存放,施工环境保持通风干燥,产品符合 RoHS 环保标准,无腐蚀不伤镍镀层。胶体固化后防水耐油、抗震动老化,长期高温工况下密封不渗漏。生产粘接出现脱胶、耐温不足等工艺问题,可随时联系技术工程师获取一对一调试指导,一站式解决硅胶 O 型圈粘镀镍铁高温粘接痛点。