
1、焊接与焊接过程
焊接通过加热或加压或两者并用,用或不用填充材料,使工件达到结合的一种方法。焊接结构是采用焊接方法加工而成的工程结构,通常由型钢和钢板制成筒体、梁、柱、桁架等结构,广泛应用于石油、化工、船舶、航空、航天等领域的锅炉、容器、管道、船体、舱体等的制造及安装。焊接结构与螺栓连接、胀接、铸件及锻件相比具有以下优点:
① 节省金属材料、减轻结构重量,经济效益好。据统计,焊接结构比胀接结构重量可减轻 15%~20%,比铸件轻 30%~40%,比锻件轻 30%。
② 简化加工与装配工序,生产周期短,生产效率高。
③ 结构强度高,接头密封性好。焊接接头的密封性比胀接和螺栓连接要好得多,因此焊接的容器能充分满足高温、高压条件下对强度和密封性的要求。
④ 能为结构设计提供较大的灵活性。可以按结构的受力情况优化配置材料,按工程需要在不同部位选用不同强度,不同耐磨、耐腐蚀和耐高温等性能的材料。例如,以碳钢为基材,堆焊层不锈钢作为覆材制作石油化工压力容器,这样既保证了设备的抗腐蚀性,又节省了大量的贵重金属材料和资金。
⑤ 用拼焊的方法可以大大突破铸锻能力的限制,可以生产特大型锻-焊结构。
⑥ 焊接工艺过程容易实现机械化和自动化。常用的焊接方法有熔焊、压焊、钎焊和特种焊接等,其中应用最广泛的是熔焊,特别是在承压设备制造过程中。熔焊过程实际上是一个冶炼和铸造过程,首先利用电能或其他形式能量产生高温使金属熔化,形成熔池,熔化金属在熔池中经过冶金反应后冷却,将两个工件牢固地结合在一起。熔焊焊接方法主要有焊条电弧焊(SMAW)、埋弧焊(SAW)、气体保护焊(GMAW)等。
2、焊接接头的组成
焊接接头是指用焊接方法把金属材料连接起来的接头,简称接头。他是组成焊接结构的最基本要素,在某些情况下,它又是焊接结构中最薄弱的环节。
焊接结构上的接头,按被连接构件之间的相对位置及其组成的几何形状,可以归纳为图 1种所示的五种类型:对接接头、角接接头、T 型接头、搭接接头和卷边接头
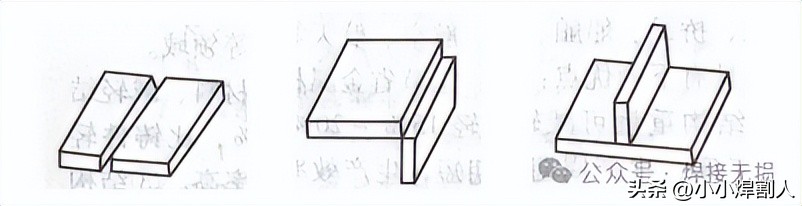
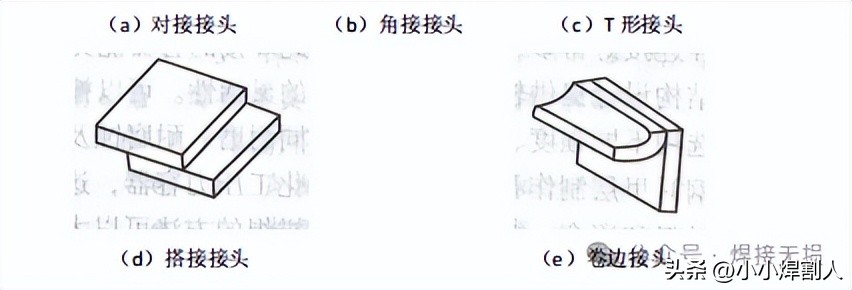
图1 焊接接头的类型
焊接接头的组成
经熔焊所形成的各种接头,都是由焊缝、熔合区、热影响区及其邻近的母材组成,图 2 给出了对接接头和 T 形接头的组成示例。
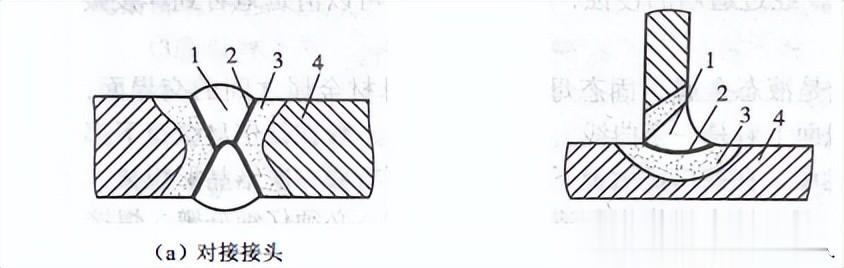
1-焊缝;2-熔合区;3-热影响区;4-母材
图2 焊接接头的组成
焊缝
焊缝起着连接金属和传递力的作用。它是在焊接过程中由填充金属(当使用时)和部分母材熔合后凝固而成。焊缝金属的性能决定于两者熔合后的成分和组织。焊缝分为坡口焊缝和角焊缝两类。图 3 为坡口焊缝和角焊缝的典型形状及各部分名称
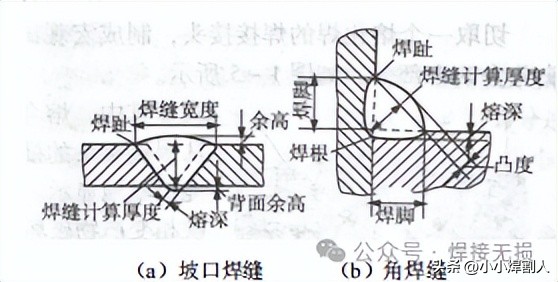
图 3焊缝形状及各部分名称
熔合区
熔合区是接头中焊缝与热影响区之间过渡的区域,是焊缝边界上固液两相共存而又凝固的部分。此区一般很窄,低碳钢和低合金钢的熔合区约为 0.1~0.5mm。熔合区是接头中最薄弱部分,许多焊接结构破坏的事故,常因该处的某些缺陷引起,如冷裂纹、脆性相、再热裂纹、奥氏体不锈钢的腐蚀等均源于此。这与该区经历热、冶金和结晶等过程,造成化学成分和物理性能极不均匀有关。熔合区的构成如图 4 所示。
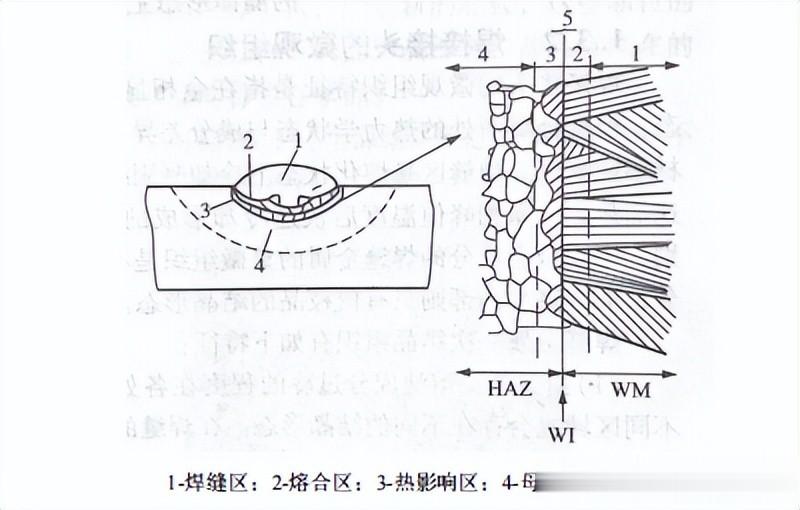
图4 熔合区构成示意图
热影响区
热影响区是母材受焊接热的影响(未熔化)而发生金相组织和力学性能变化的区域。它的宽度与焊接方法及热输入量有关。它的组织与性能的变化与材料的化学成分、焊前预热处理以及焊接热循环等因素有关。热影响区有可能产生脆化、硬化和软化等不利现象。
焊接接头的特点
焊接接头具有以下特点:
(1)几何不连续性
当接头位于结构几何形状和尺寸发生变化的部位时,该接头就是一个不连续体,工作时传递着复杂的应力。即使是对接接头,只要有余高存在,在焊趾处也会出现不同程度的应力集中。制造过程中发生的错边、焊接缺陷、角变形等,都将加剧应力集中,使接头工作应力分布更加复杂。
(2)性能不均匀性
焊缝金属与母材在化学成分上常存在差异,再经受不同的焊接热循环和热应变循环,必然造成焊接接头个区域的金属组织存在着不同程度的差异,导致了焊接接头在力学性能、物理化学性能及其他性能的不均匀性。
(3)存在残余应力和变形
焊接过程热源作用于焊接部位,不均匀的温度场产生了较高的焊接残余应力和较大的焊接变形,使接头的区域过早地达到屈服点和强度极限,同时也会影响焊接结构的刚度、尺寸稳定性及结构的其他使用性能。
焊接接头坡口形式
根据设计或工艺需要,为适应电弧熔化的要求,焊前需将母材焊口边缘加工成一定的几何形状,这种几何形状称为坡口形式。根据板厚、焊接方法、接头形式等不同,可采用不同的坡口形式,这样也就形成了不同形状的焊缝。常见的坡口形式如图 5 所示。V 形坡口各部分的名称如图 6 所示。焊接后形成的焊接接头各部分的名称如图 7 所示
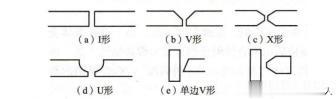
图 5常见焊接坡口形式
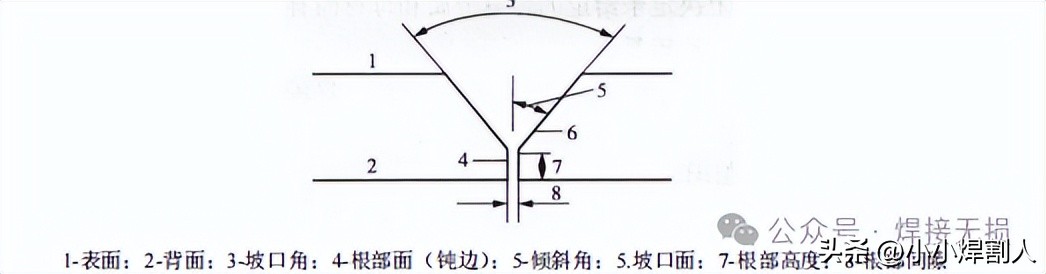
图 6V 形坡口各部分名称
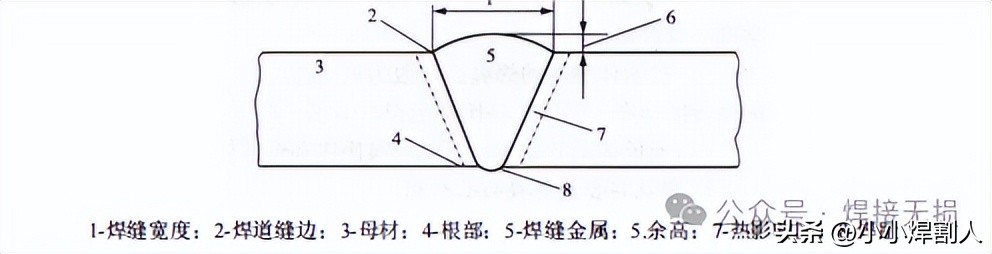
图7 V 形坡口焊接接头各部分名称
焊接接头缺陷
从微观上看,焊接是材料通过原子或分子间的结合和扩散形成永久性连接的工艺过程。为了达到焊接的目的,焊接工艺采用两种措施:① 对被焊接金属施加热量;② 对被焊接金属施加压力使金属表面紧密接触。下面以电弧焊为例讨论焊接接头缺陷。
图 8 是熔焊接头的结构,如上所述其主要分为 3 个部分:焊缝区、熔合区和热影响区。检测时,这 3个区域都是被检测的区域。
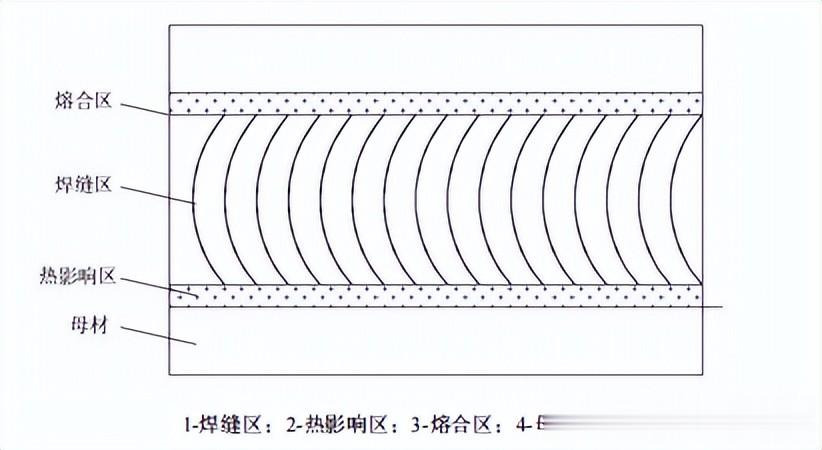
图 8 熔焊接头的结构
熔焊过程中产生的缺陷主要有 5 类:
(1)熔合不良类:未熔合、未焊透等;
(2)裂纹类:热裂纹、冷裂纹等;
(3)孔洞类:气孔、缩孔等;
(4)夹杂物类:夹渣、夹钨等;
(5)形成不良类:咬边、烧穿、焊瘤等。
在评定识别缺陷时,应首先掌握焊接接头的坡口形式和具体尺寸,这也是正确判定缺陷或缺陷类型的重要基础。
涉及焊接接头的工艺参数或因素
(1)焊接接头结构及类型;
(2)工件厚度、热影响区宽度;
(3)检测范围或比例;
(4)检测及验收标准;
(5)检测时机;
(6)坡口形式,包括焊缝宽度(表面、背面)、坡口角度、钝边高度或根部高度、根部间隙、余高等;
(7)热处理状态;
(8)检测表面状况;
(9)被检焊接接头易产生缺陷的类型等
