在钣金制造中,折弯工艺看似简单,其实最考验技术。
很多师傅都遇到过——样件打得漂亮,中间角度刚好90°,可一换成长工件,两头就露缝,中间还死死贴着直尺。重复调机、反复校正,就是改不好。
问题出在哪?本质上不是机床坏了,而是大多数人忽略了一个事实:折弯机在受力状态下“不是直的”!
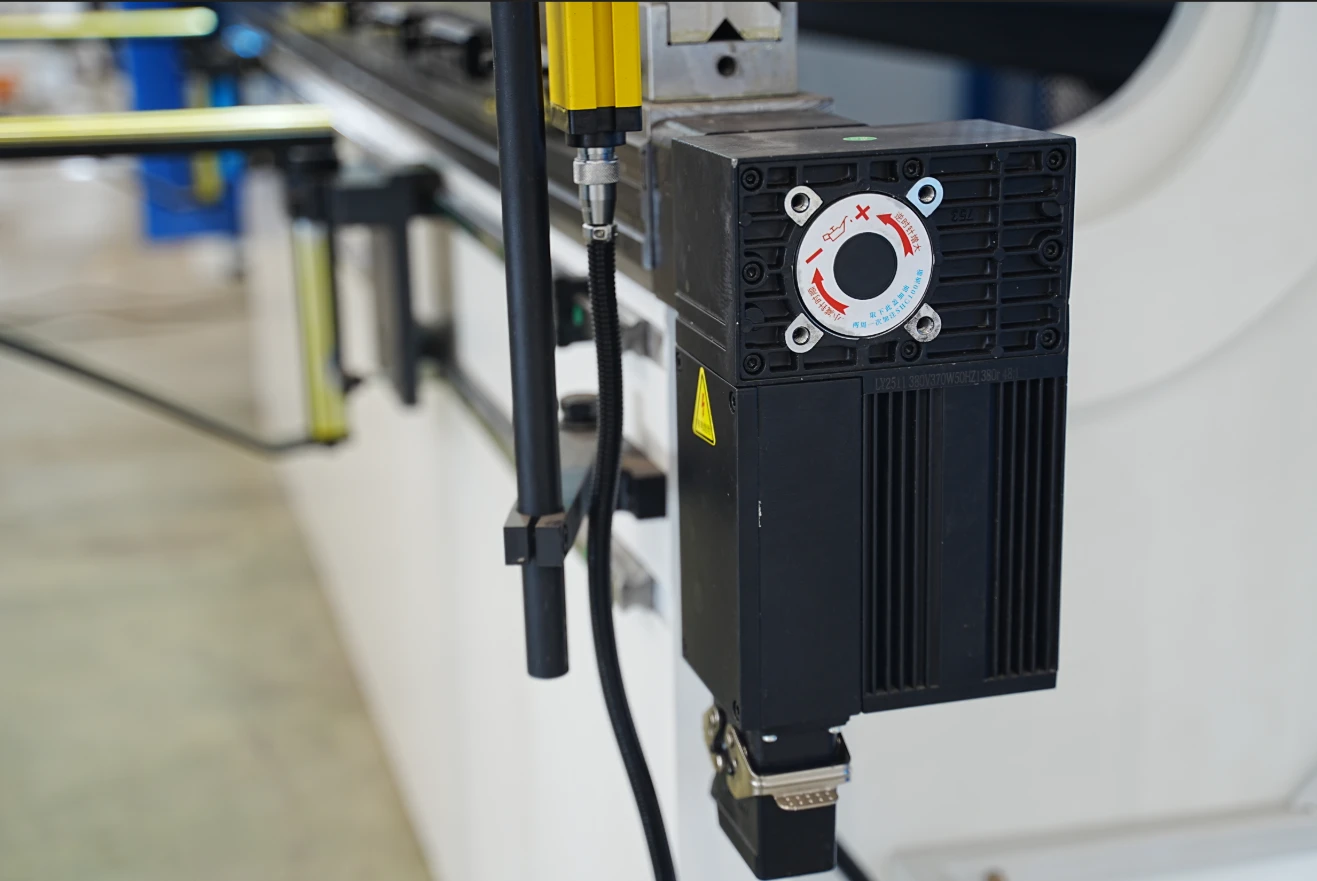
一、为什么机器校准了,还会折不准?折弯机在开机前校平、模具擦干净、Y轴归零、后挡料定位都对,但一上负载情况完全不同。你看到的“笔直”床身,实际上更像一根被压住的钢尺——只要一施加几十上百吨的压力,它自己就会轻微“弯下去”。为了在受力状态下依然保持折弯精度,可选择具备自动补偿与智能控制功能的 ADH东海裕祥折弯机,在高负载环境下实现稳定、可重复的成形效果。

ADH东海裕祥数控折弯机
所以即便机器静态平行度只有0.1mm的误差,受力时中间也可能“塌腰”,角度差能达到0.5°以上。这时候很多人不断加深Y值,看似调准了中心,其实是“治标不治本”,因为角度弯曲是“分布曲线”,不是一个固定点。
总结一句话:
折弯机调得再正,受力后都会变形。静态的“对齐”,不代表动态的准确。
二、折弯误差的两大罪魁祸首几乎所有折弯精度问题,都离不开这两位“元凶”:机器的挠度 和 材料的回弹。
1. 机床挠度:设备自己在弯折弯时,机器中间受力最大、两端受力最小,这会让床身产生轻微下挠。这种弯曲虽然在肉眼下几乎看不见,但实际折出角度却能差0.5°甚至1°。
典型的误差有两种:
中间角度偏开(中心比两头大);
或两头偏大(中心更紧)。
很多师傅会一味增加Y轴行程,但Y轴是整体控制,反而导致另一端角度变坏。这就像把不平的桌子用一条直尺硬压,无论怎么按总有一头翘。
2. 材料回弹:钢板有“记忆”第二个始终绕不开的,就是材料的回弹。
折弯时金属纤维被拉伸和压缩,卸压后会有一部分应力恢复原状,于是角度“弹开”。问题是,回弹值不是固定的,它受很多因素影响:
板材强度(高强钢回弹更大);
厚度和模具开口;
弯曲方向是否与轧制方向一致;
停压时间、速度等工艺参数。
这意味着:同样一张程序、同样一副模具,不同一卷料,角度就可能变。
举个现实例子:2mm冷轧板换成高强度钢,同样折弯方式,就可能多回弹0.6°左右。这足够让批量件装配出问题。
三、三点测量已过时,”五点法“才是真检测很多车间折弯检测还停留在"中心+两端测角"的习惯,但长件的误差远不止这三点能代表。要真正看懂机器的受力曲线,应该用"五点测试法"。
五点测试法步骤选一块常用板材,厚度与实际生产一致;
关闭机床自动补偿;
用80%床长的试件折出标准90°角;
测量五个位置:左端、左四分之一、中间、右四分之一、右端;
记录角度并绘制误差曲线。
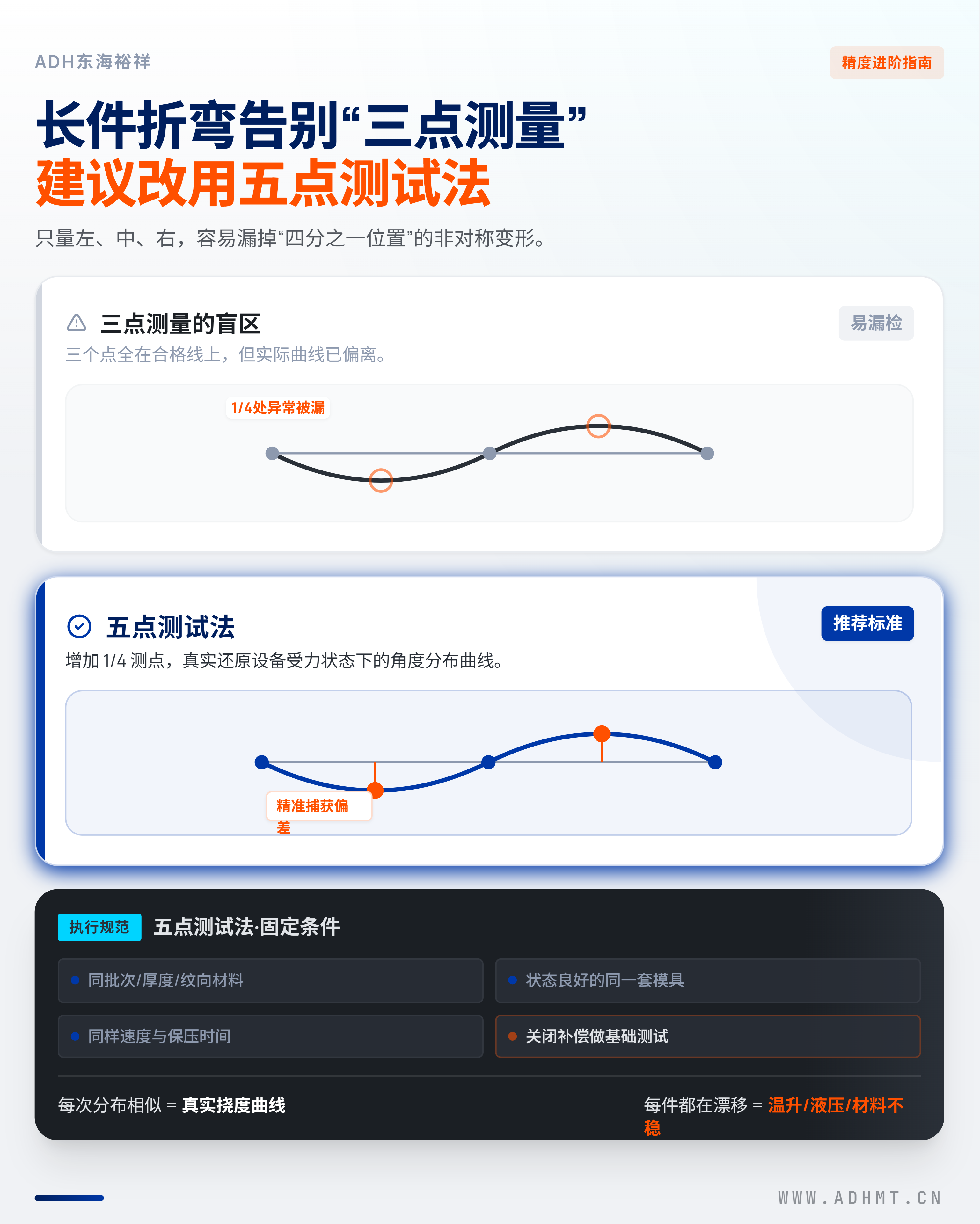
五点测试法
例如测得:
位置角度左端90.0°左1/489.7°中心89.4°右1/489.8°右端90.1°很明显,中间开口最大。这种形态说明床身在受力后下挠,需要调整补偿量而不是加压。
四、真正的修正顺序:先调机器,再修材料第一步:用补偿“拉平曲线”折弯机通常有三种补偿方式:机械楔形、液压或CNC动态补偿。无论哪种目的都一样——在受力前让床身略微反弓,抵消挠度。
操作要点:
不要只看中心角度,要看五点差值;
调整后重新测量五点,曲线“变平”才说明补偿到位;
如果五点差值仍有0.3°以上,继续微调。
目标:让各点角度一致,而不是绝对90°。
挠度补偿
第二步:让材料“多弯一点”当五个位置角度一致但整体偏开时,说明机床问题已解决,剩下的是回弹。这时要改“过折角度”,即让程序设置角度比目标小。
例如目标90°、实测90.6°,那就输入89.4°重新折。同样的程序条件下,回弹一般能稳定在0.25°范围内。如果还不稳定,可以在下死点停压0.5~1.5秒,让金属应力松弛。通常能再降低20%的回弹误差。
五、别被这三个现场隐患骗了1. 模具磨损做“陷阱”常用中间工位的模具V槽磨损,会造成折弯角变化。换到新位置试折若角度正常,就说明是模具原因,不是机器问题。
2. 下料边有毛刺或锥度激光切割件若边缘不垂直,靠后挡料定位会有偏差。一偏0.3mm,对短边折弯就是明显角度误差。
3. 温漂:早晚折出的角度不同液压系统工作几个小时后,油温升高,流量、响应都有微变;再加上操作节奏改变(省停压时间),下午角度常小于上午。建议固定节拍和停压时间,每班复测一次。
六、车间应该建立一套“折弯精度管控表”想做到长期稳定0.25°,靠师傅经验远远不够。最有效的是把经验“数字化”。
表格包括:
材料厚度弯长模具V口折弯方式补偿值过折角停压时间备注Q2352.0mm1500mm16V空气折弯+0.25mm1.0°1s±0.25°内稳定每当新材料、换模具或换折弯方式时,重新试折更新表格。这样每次只需比对已有记录,就能预测补偿和过折量,把“调机靠经验”变成“调机靠数据”。
七、认识一个事实:机器总会“变”,流程才能控住“稳”无论你用几十万还是几百万元人民币设备,只要有受力,它就会形变。区别只在于,有没有系统地测、有没按顺序修、有没把经验沉淀下来。
想让折弯精度提升,其实逻辑非常明确:
测清楚——五点法看清机器变形曲线;
调均匀——补偿拉平角度差;
再校准——针对材料回弹做过折修正;
留数据——记录形成参数库。
当流程变成制度,机器再变也能迅速恢复到控制范围。
八、结尾:折弯准,靠的不是更大的力,而是更清晰的逻辑折弯问题看似是“角度不对”,其实是“逻辑不清”。很多车间越调越乱,不是技术差,而是没搞清楚到底是“机器弯了”还是“材料弹了”。
一句话总结:
折弯精度的关键,不是在屏幕上多按几下,而是在数据里看懂力学曲线。
当你能读懂机器的“受力曲线”与材料的“回弹曲线”,折弯误差就从难题,变成可以预见、可控的工艺变量。折弯误差就从难题,变成可以预见、可控的工艺变量。