给出了倒装芯片金凸点倒装键合失效的主要界面形式。以制备的直径为6 0±5 μm金凸点的Si芯片-GaAs芯片形式的倒装芯片作为研究样品,试验了业界常用的无损检测技术以及破坏性检测技术对倒装芯片堆叠界面的观测效果。其中工业CT、制样研磨的方式可较好地观测堆叠失效界面的细节信息。最后给出了倒装芯片失效分析的定位思路,并采用失效芯片进行了验证,对倒装芯片的失效分析有一定的指导意义。
随着 电 子 产 品 的 快 速 发 展 , 对 封 装 系 统 高 集成、小型化和高可靠提出了更高的要求。传统的2D封装已逐渐不满足发展的需求[1]。
倒装芯片键合作为一种面阵列互连工艺,其互连长度短、互连密度高,广泛应用于高引出端数的超大规模集成电路封装以及高频集成电路封装领域[2]。
倒装芯片虽具有互连密度高的优势,但因顶部芯片的阻挡,无法对完成装配后的倒装芯片内部凸点进 行 直 接 观 测 [3]。芯 片 一 旦 出 现 指 标 异 常 的 情况,如何实现故障分析的快速、准确定位成为了一项难题。
本文给出了金凸点失效的常见形式,并针对金凸点倒装芯片失效分析难定位的问题给出了分析方法以及技术手段。
1 金凸点失效类别
基于金-金键合方式的芯片倒装工艺,以金凸点作为上下芯片间的互连载体。工艺过程为对芯片施加压力、温度、超声能量,在极短的时间(一般不超过1 s)内即可实现数百凸点的同时连接。工艺方式如图1所示。
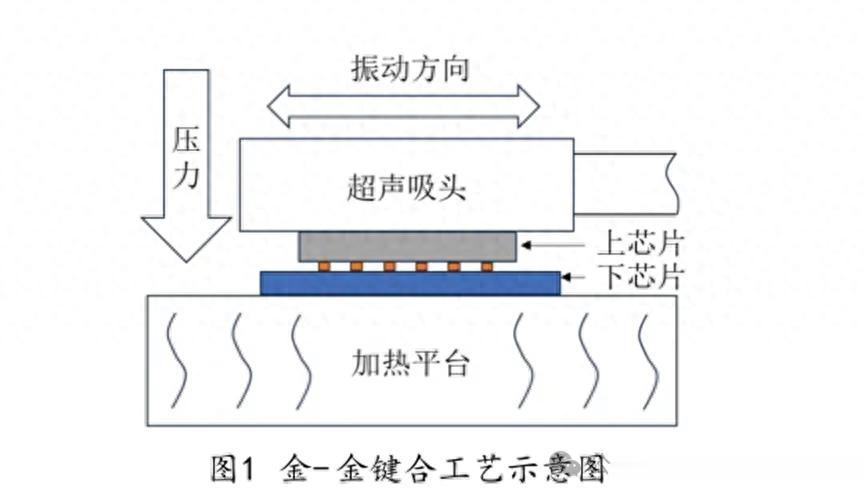
上下芯片均为金焊盘,其中一边芯片焊盘预制金凸点。金凸点和金焊盘以热压超声实现金原子的相互扩散,从而实现互连[4]。
工艺过程对键合界面洁净度要求较高,轻微的沾污就可能导致局部凸点的键合失效。同时,由于倒装芯片多用于异质类芯片互连,且后续使用环境多为复杂电子模组,不恰当的结构设计以及凸点分布会导致倒装芯片在服役过程中出现因应力集中而损坏的情况。图2为常见的几种倒装芯片互连失效类型。
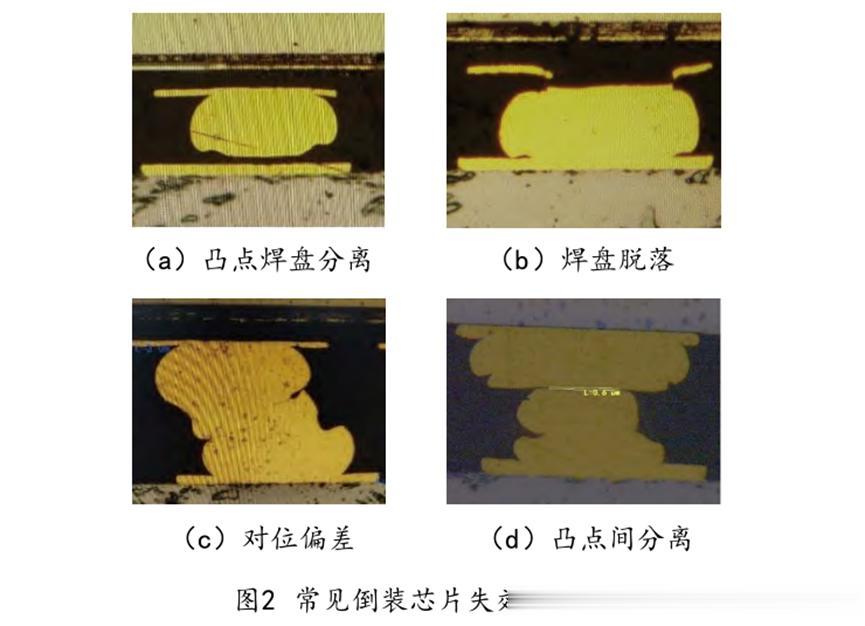
图2(a)以及图2(b)为单凸点样品,即在上下芯片的一侧焊盘制备单层金凸点。图2(a)可见金凸点和焊盘出现分离,此为金凸点倒装焊最常见的失效模式。图2(b)为芯片焊盘和芯片基材出现分离,此为芯片原材料存在缺陷。
图2(c)和图2(d)为双凸点样品,即在上下芯片均制备有凸点。图2(c)可见凸点间存在明显的错位,错位会导致凸点间的有效接触面积减少,连接可靠性存在一定的隐患。图2(d)为上下芯片的金凸点分离,分离界面完整,金凸点无明显拉伸痕迹,可见其键合参数存在一定的问题。
2 常用检测技术
倒装芯片一旦出现互连点失效,其电性能必定受到影响,单芯片的失效可能导致整个封装模组无法正常运行。如何快速定位失效区域,识别互连薄弱位置,是倒装芯片失效分析的关键。为验证常用检测技术对倒装芯片的检测效果,以Si芯片-GaAs芯片作为检测样品,Si芯片尺寸为5 mm×3 mm×0.3 mm,GaAs芯片尺寸为6 mm×6 mm×0.1 mm。金凸点直径为60±5 μm,金凸点为双层凸点,高度为50±5 μm,倒装芯片如图3所示。

2.1 无损检测技术
考虑经济性以及时效性,无损检测技术可以在不破坏样品的前提下对失效样品进行检测。无损检测技术主要包括:X-ray成像、工业计算机断层扫描(CT)、超声扫描显微。
因倒装芯片结构的特点,位于上方的芯片完全将互连凸点以及下方芯片的部分图形覆盖,常规光学显微镜无法对其内部进行观测。倒装芯片的检测需依赖其他成像方式。其中最普遍的为X-ray成像的方法。
X-ray成像原理为利用X射线的穿透性、荧光效应,其穿过不同密度以及厚度的物体时,成像上会有黑白不同程度的区别[5]。如图4所示。

图4(a)中凸点已出现了不同程度的错位,图4(b)中凸点的对中性良好。X-ray可直观检测倒装芯片凸点对位情况,但对于凸点和焊盘出现分离的情况则无法观测。虽然检测过程可将芯片一片侧立放置,但凸点间的重合使得成像模糊而难以区分凸点位置。
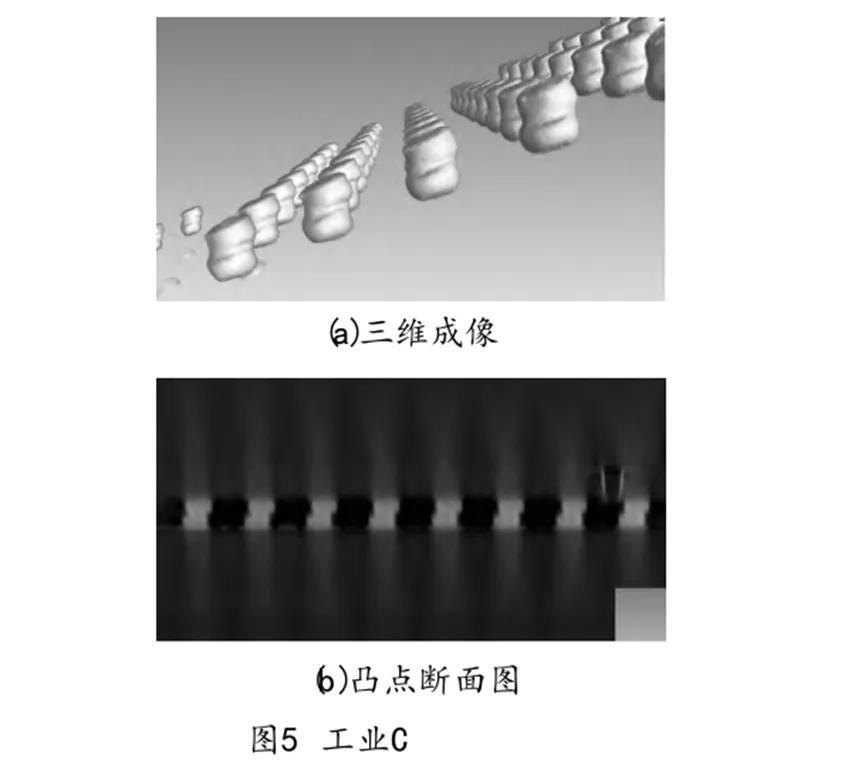
工业CT可解决X-ray难检测凸点失效形貌的问题。工业CT技术是针对工业生产领域发展起来的一种无损检测技术。其成像原理为通过发射一定强度的射线束,对被检测芯片局部或者整体进行扫描,射线束穿过不同的材料会有不同程度的衰减。探测器通过不同角度对样品进行扫描,最后经过图像重构的方式可得到芯片的三维立体图像[6]。工业CT可准确地再现样品内部结构信息,可定量地给出样品内部物理尺寸,对缺陷位置、尺寸、异形结构均可检测。样品CT检测如图5所示。
工业CT虽然检测精度和成像效果均满足要求,但图形扫描过程需要花费一定的时间,大多需要几个小时,且工业CT随精度的提高,设备价格也较为昂贵。
超声扫描显微镜检测也是一种重要的无损检测技术。利用超声探头产生高频超声波,当超声波在样品内传递时遇到两种不同材料的结合会产生不同程度的反射,遇到空气则100%反射。接收器根据透射和反射的超声波生成特定的检测图形[7]。目前此种技术已广泛应用于塑封电子元器件内部空洞的检测中。图6所示为金-金堆叠样品在超声波扫描显微镜下的成像图形。

金凸 点 在 超 声 波 扫 描 显 微 镜 下 可 形 成 轮 廓 图形,但因扫描显微镜分辨率较低,无法判断金凸点位置形貌。考虑凸点直径只有60±3 μm,此样品不适用于超声波扫描显微镜的检测方式。
2.2 破坏性检测技术
相比无损检测,破坏性检测需将样品破坏、分离,同时要求尽可能保全失效样品局部形貌,将失效位置的遮挡物去除,以方便直观地看到失效位置的形貌。
针对倒装芯片的破坏性检测方法主要有:破坏性剪切力测试、红墨水染色、制样研磨分析。破坏性剪切力测试即使用剪切力测试仪将倒装芯片的上芯片去除。去除后观测上下芯片焊盘的金属残留,以及芯片布线,同时可得到倒扣片剪切力数值。剪切力测试数值为倒装芯片生产过程中必须要监测的一项数值,其合格判据为:GJB548C方法2011.2键合强度,试验条件F:

式中:F为倒装芯片合格剪切力;N为凸点数量。芯片剪切后可根据金凸点形貌以及剪切力数值对键合强度进行初步判断。如个别凸点保留完好、芯片对应的焊盘无压痕,则倒装连通性会存在一定的隐患。但剪切力测试对于个别金凸点拉伸分离、微裂纹等无法监测。
红墨水染色方法为将红色染料进行一定程度的稀释,将待分析的故障芯片浸入染料溶液中或采用毛刷蘸取染料溶液对倒装缝隙进行点涂,对点涂好的样品进行烘焙。如凸点处存在缝隙,缝隙处会流入红色染料。将倒装芯片剪切分离后,通过观察分离界面颜色,可判断失效点的位置(如图7所示)。
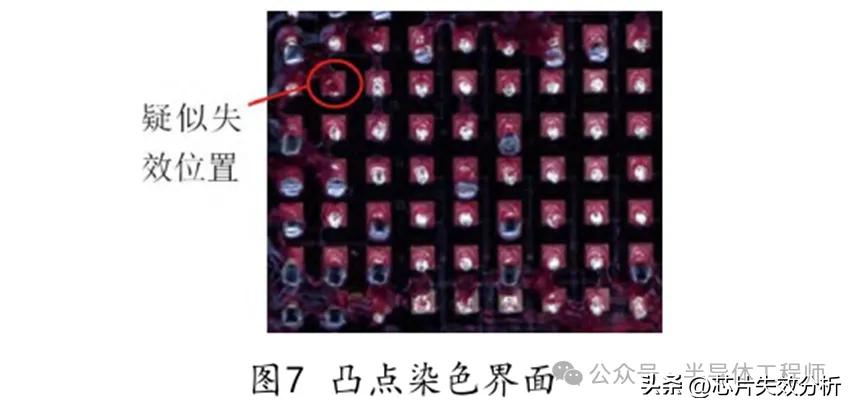
红墨水染色的方法只可判断互连失效位置,对失效形貌无法准确观测。
制样研磨观测断面的方式是观测倒装焊凸点形貌的常用方法。通过环氧胶将样品固定,以研磨机对样品进行研磨抛光。样品制备完毕后通过高倍显微镜或扫描电镜(SEM)对凸点位置进行观测。图8为研磨后在显微镜下观测的效果图。
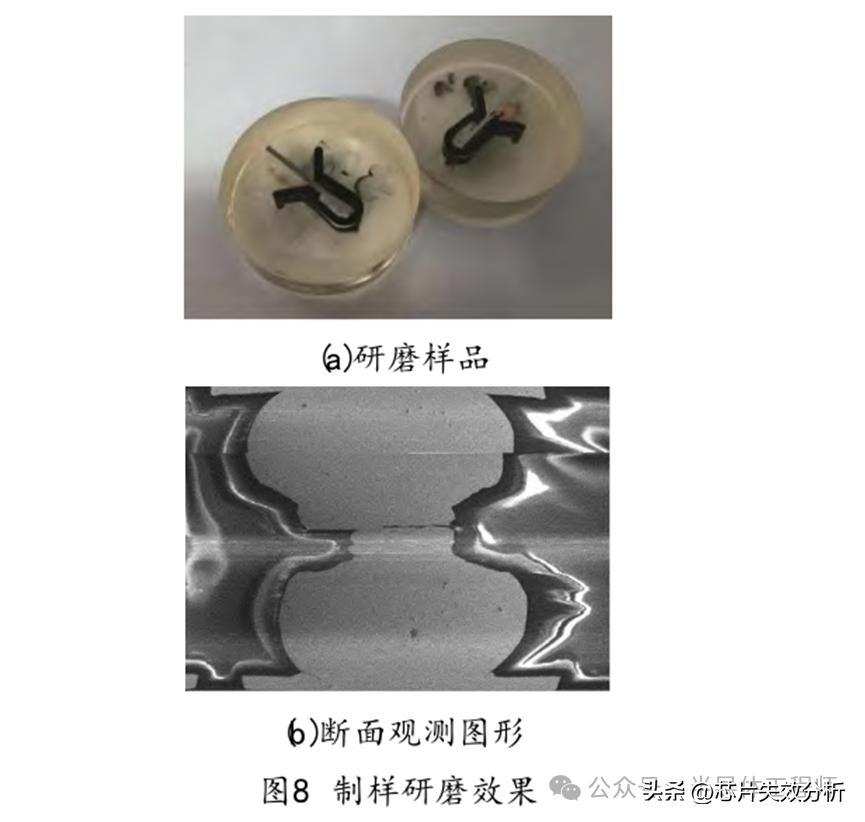
制样研磨的方法可通过电镜或高倍显微镜直观地看到失效位置形貌。但制样过程对位微凸点研磨工作存在一定的失败率,可能会存在研磨不充分或过研磨的情况。
3 失效分析流程
倒装芯片失效分析方法虽有一定的可选择性,但分析方法的正确选用,可快速定位到芯片异常位置,减少芯片样品的浪费。
倒装芯片故障诊断,可参照如图9所示的故障树进行分析。

倒装芯片失效分析过程,需要对倒装电路原理有一定的理解,可从众多互连凸点中找出可疑位置。倒装芯片结构包括了上下芯片以及互连凸点。故障分析过程可根据电性能失效现象对原因进行粗定位。如果怀疑上下芯片本身存在异常,则通过剪切的方式将上下芯片分离,单独进行观测或复测可进行原因排除。如果是互连凸点异常则需要通过性能测试对怀疑点进行粗定位,进而对失效点进行逐一排查。
图10为倒装多功能芯片失效案例。失效现象为某衰减位不受控,根据电路特性定位为堆叠互连失效。通过电路结构对可能的失效位置进行定位,后采用工业CT进行扫描确认。
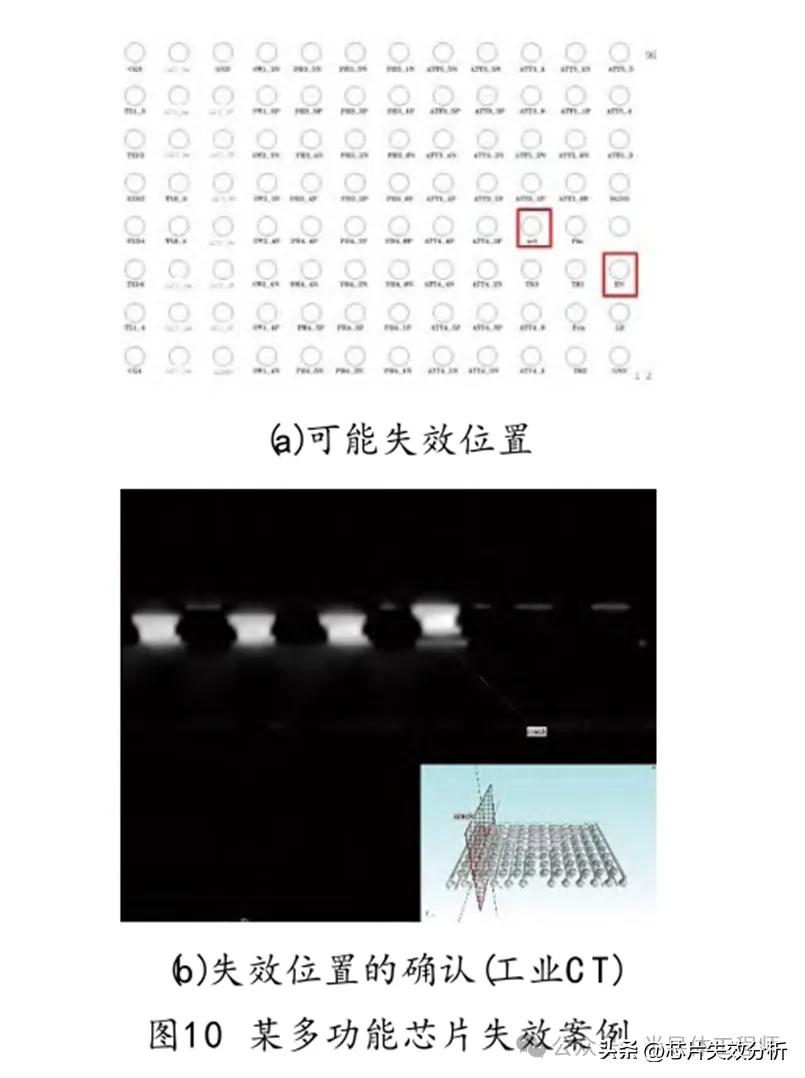
所怀疑的位置中存在凸点和焊盘的分离情况,失效现象得到了确认。失效位置的观测也可以采用制样研磨、红墨水染成等方法进行确认。
4 结论
本文以金凸点直径为60±5 μm的某型号倒装多功能芯片作为样品,对常用倒装焊检测方式进行了验证,并给出了倒装焊芯片失效分析思路。
1)对微凸点倒装焊失效位置的观测方法中,超声波扫描的方式无法很好地成像,不建议采用此种方式。工业CT、制样研磨的方式可以对微凸点堆叠界面进行形貌观测。
2)倒装焊芯片故障分析过程首先需通过电路失效现象对失效位置进行定位,后可通过无损或破坏性分析对失效位置进行观测。
半导体封装工程师之家;柳溪溪,冀乃一,邢增程