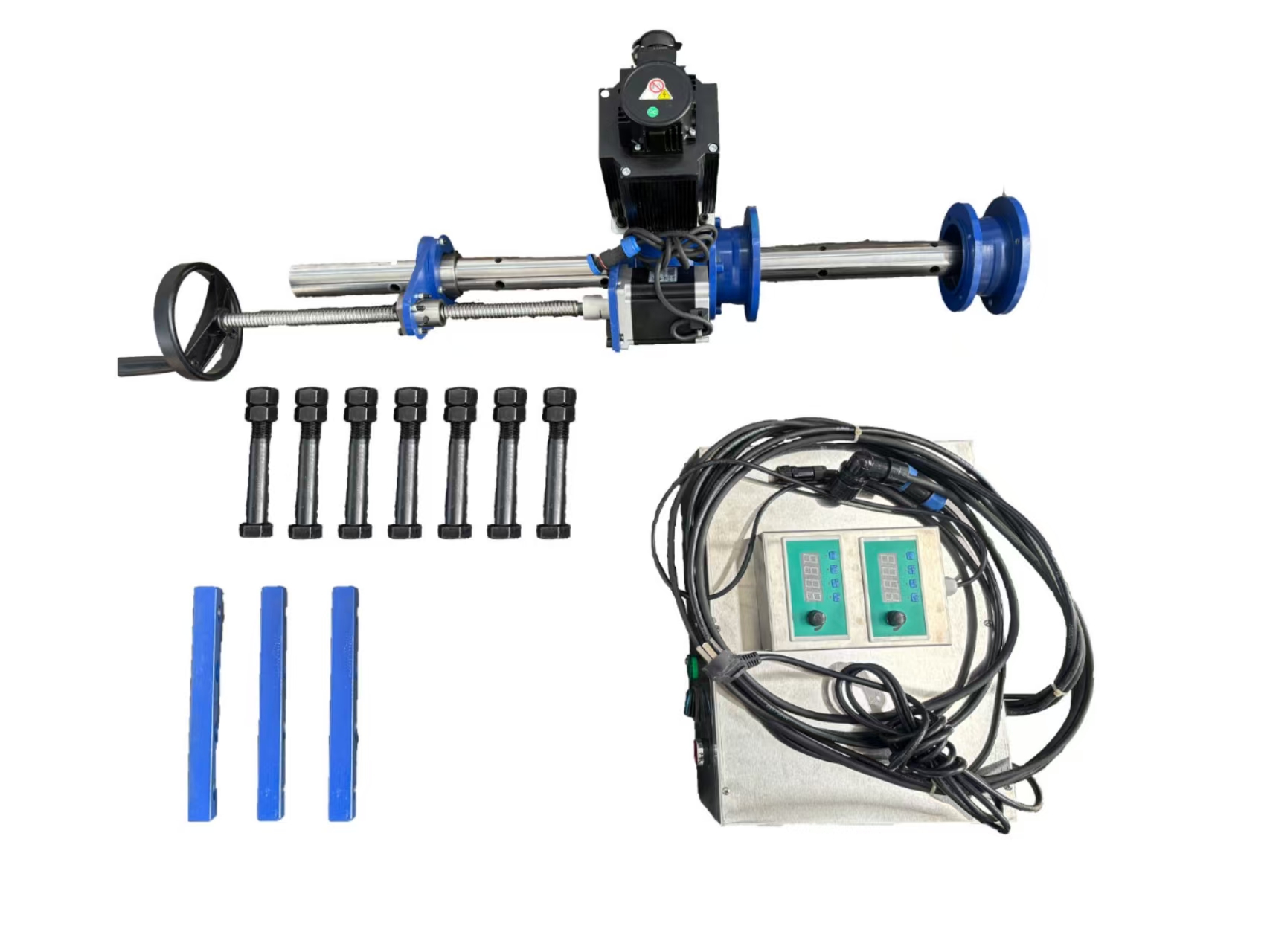
很多搞工程机械维修、农机大修、设备加工的朋友,手里都少不了一台便携式镗孔机。它体积小、能现场作业,不用拆大部件,省时省力,堪称孔位维修的“神器”。但真正用顺手的人并不多,不少人都遇到过:镗出来的孔不圆、有锥度、表面粗糙、尺寸偏差大,甚至加工到一半出现振刀、跑偏,返工又费时。
大多数人遇到问题,反应就是机器质量差、镗杆弯了、刀具不行,其实真正的原因,往往藏在安装、定位、受力这三个被大家忽略的细节里,今天咱们就把这些干货讲透,让你一次加工到位。
一个容易踩坑的点,就是主轴固定不牢固,基础不稳啥都白搭。
便携式镗孔机靠的是两端支撑定位,很多人为了赶时间,随便一夹、一拧就开始加工,殊不知支架轻微的松动,就会在高速旋转中被无限放大。尤其是在加工挖掘机大臂、装载机销轴孔这类厚壁工件时,设备一旦有虚位,镗出来的孔必然出现锥度,一头大一头小,装上新销子依然会旷量、异响。
正确的做法是,安装前先清理工件孔内的铁锈、油污,保证支撑座与工件贴合紧密,固定螺栓一定要对角均匀拧紧,有条件的可以用扳手二次加固。开机前先用手转动主轴,检查是否顺畅、无卡顿,确认完全稳定后再进刀。基础稳了,精度就保住了一大半。
第二个关键问题,是进刀量与伸出长度不匹配,长悬伸容易振刀。
便携式镗孔机的镗杆比较细,加工深孔时,伸出越长,刚性越差。很多人不管深浅,都用同一个进刀速度,结果杆越长、振动越大,孔壁出现明显的振纹、刀痕,尺寸也控制不住。
真正实用的经验是:镗杆伸得越长,进刀越要慢、量要小。短孔可以正常走刀,深孔则要降低转速、减小每刀的切削量,让刀具慢慢切削,而不是硬啃。同时,刀具一定要锋利,钝刀不仅加工费劲,还会强行挤压工件,让孔变形、表面拉毛。把速度和进给匹配好,振刀问题基本就能消失。

第三个被忽视的细节,是两端同心度没校准,差0.1毫米就全废。
这是考验技术,但也容易被跳过的一步。便携式镗孔机是两端支撑,如果前后中心不在一条直线上,哪怕只有一点点偏差,加工出来的孔一定会偏、会椭圆。很多人不找同心度,凭感觉安装,精度不够,还怪机器不行。
标准的操作是,装好主轴后,用百分表或简易靠尺,分别检测两端的跳动值,一点点微调支架,直到前后同心。这个过程可能要花几分钟,但能避免后续大量的返工。尤其是加工高精度孔位时,这一步不能省。校准到位,加工出来的孔不仅圆,而且光洁度高,装配件严丝合缝,耐用度大幅提升。
其实便携式镗孔机并不难用,它不是越贵越精准,而是越会装、越会调、越稳。很多老师傅加工精度高,不是设备多高级,而是把安装、固定、同心度、进给量这些细节做到了。

对于咱们做维修加工的人来说,一次做好、一次达标,就是高的效率。少返工、少浪费,不仅省时间,还能赢得客户的信任。
下次再用便携式镗孔机,别一上来就开机干活,先把支架固定牢、把同心度校准好、把进刀量匹配好,你会发现,加工精准、顺畅、不返工,原来这么简单。