触膜按键,学术上称为薄膜开关(Membrane Switch),是将导电线路、绝缘保护、面板装饰一体化印制在柔性薄膜基材上的电气元件。因其扁平轻薄、防水防尘、耐弯曲、成本可控,广泛应用于医疗设备、工业控制面板、家用电器、通信终端、汽车中控等领域。丝网印刷是制造薄膜按键电路的核心工艺——银浆、碳浆、绝缘油墨等功能性浆料,均需通过丝印实现精准的图形转移。本文从薄膜按键电路的结构解析入手,深入讲解各印刷层的工艺要点、关键参数控制及常见缺陷解决方法,并结合横川崎全自动薄膜开关丝印设备,为从业者提供可操作的量产质量管控方案。
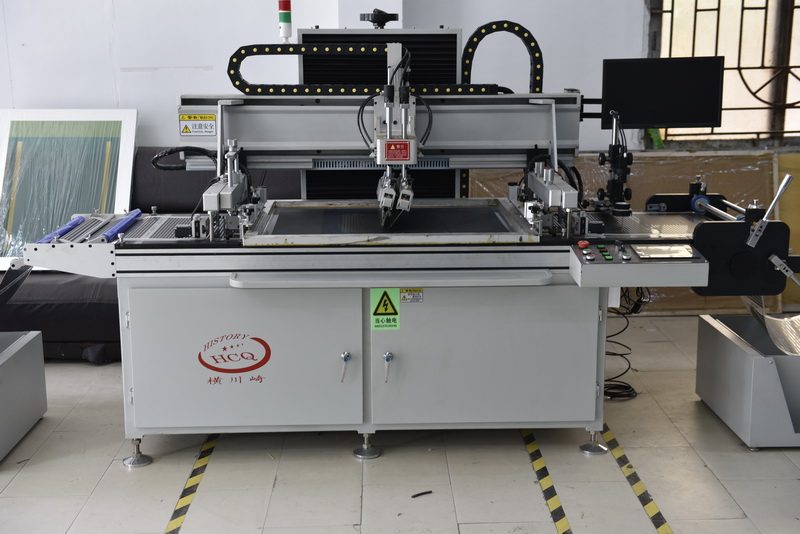
横川崎全自动薄膜开关丝印机——精密定位,高效量产
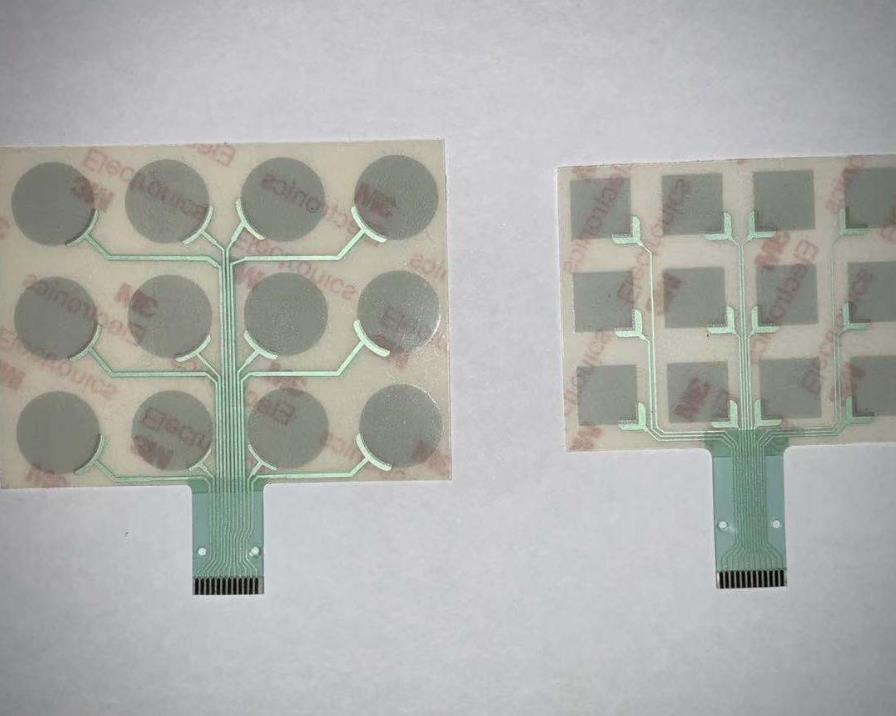
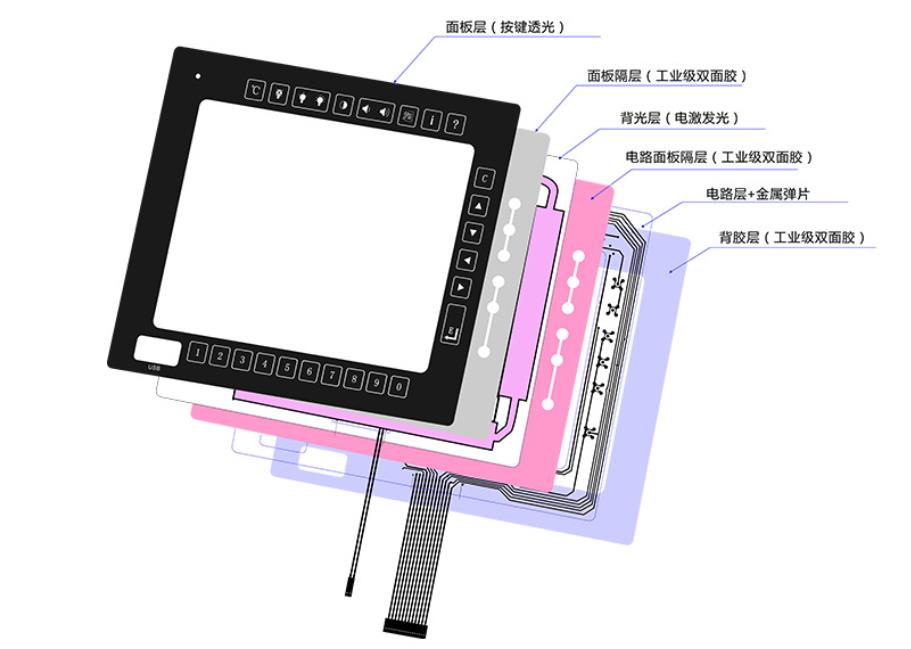
一、触膜按键的结构组成与各层功能
一套标准的薄膜按键由上至下通常由以下几层构成,每一层都对应特定的丝印工序:
层次基材功能描述丝印内容面板装饰层0.125~0.25mm PC/PET透明膜承载图文符号,提供人机交互界面彩色图文油墨、保护光油上电路层0.075~0.125mm PET导电膜印有上触点导线,按下后与下触点接通导电银浆(主线路)+ 碳浆(触点保护)夹层绝缘层0.05~0.1mm带PET基材双面胶上下电路绝缘隔离,预留按键孔位冲压成型,无丝印下电路层0.075~0.125mm PET导电膜印有下触点导线,构成回路另一极导电银浆(主线路)+ 绝缘油墨(跨线绝缘)背胶层0.05~0.15mm双面胶/3M胶将整体开关固定于安装面无丝印,模切成型核心工艺要点:薄膜按键电路通常需要完成3~5次丝印,标准流程为:银浆印刷→烘干→碳浆印刷→烘干→绝缘油墨(如需)→烘干→面板图文印刷→固化。每一层印刷的精准叠合,决定了开关的电气性能与外观质量。

精密印刷头与三点定位系统,确保套色精度±0.025mm
二、核心材料选择:基材、浆料与油墨
2.1 基材选择
薄膜按键电路层的基材主要为聚酯薄膜(PET)。PET薄膜具有优异的尺寸稳定性、良好的化学耐受性和适合丝印的表面张力(约42~48 mN/m),是行业的主流选择。
基材厚度适用场景优缺点0.075mm PET需要高柔韧性的可折叠开关柔性好,但印刷张力控制难度大0.125mm PET(主流)标准薄膜按键、工业面板开关平整性好,印刷精度高,综合性能最优0.175~0.25mm PET需要较高刚性的面板层平整耐压,作为面板层效果最佳注意:PET基材在使用前必须进行电晕处理(表面张力提升至大于38 dyne/cm),否则油墨附着力差,容易脱落。建议测试方法:用达因液(38~42号)测试基材表面张力,不足时须补充处理。
2.2 导电银浆
导电银浆是触膜按键电路的核心导电材料,其性能直接决定开关的电气可靠性。薄膜按键专用银浆由超细银粉(纯度≥99.9%,粒径1~5μm)与低温固化热塑性树脂精研而成。主要性能指标要求如下:
方块电阻(方阻):不高于30mΩ/sq(膜厚约8~15μm时)
固化温度:120~150摄氏度,时间20~30分钟(低温银浆)
附着力:不低于4B级(ASTM D3359交叉切割测试)
耐弯折性:弯折半径R=3mm,不低于10万次不断裂
粘度:5000~15000 cP(25摄氏度,丝印适用范围)
耐化学腐蚀:通过72小时盐雾测试(ASTM B117)
2.3 导电碳浆
碳浆(炭精浆)用于覆盖在银浆触点上,防止银离子迁移(电化学腐蚀),并增强触点的耐磨性。碳浆的方阻一般在50~200Ω/sq,导电性弱于银浆,因此仅用于触点保护位置,不作为主线路使用。
实践技巧:碳浆印刷前,银浆层必须完全固化,否则银粉颗粒会污染碳浆导致方阻升高。碳浆层的印刷厚度建议控制在5~10μm,过厚会增加接触电阻,影响按键灵敏度。
2.4 绝缘油墨
当电路需要"跨线"设计(上下线路在同层交叉而不短路)时,需在交叉处印刷一层绝缘油墨隔离,再印上层导线。绝缘油墨的绝缘电阻要求不低于10的12次方欧姆,耐压不低于500V,固化后厚度约8~20μm。

精密送料与对位机构,适应0.075~0.25mm薄膜基材
三、网版制作——薄膜按键电路丝印的精度基石
网版质量直接决定电路线路的清晰度、尺寸精度和一致性。薄膜按键电路印刷对网版的要求极高,尤其是导电银浆层,线宽往往只有0.3~1.0mm,精细程度远超普通印刷。
3.1 丝网材质与目数选择
印刷层推荐丝网目数张力要求选择原因导电银浆(主线路)不锈钢丝网/高张力聚酯网200~250目25~30 N/cm²银粉粒径大,目数过高易堵网;不锈钢网耐磨延长寿命导电碳浆(触点层)高张力聚酯网250~300目22~28 N/cm²碳浆流动性好,高目数可提升图形精度绝缘油墨高张力聚酯网250~300目22~28 N/cm²需要良好的覆盖性,控制膜厚均匀性面板图文(装饰层)高张力聚酯网300~350目20~25 N/cm²精细图案需要高目数,防止锯齿边缘3.2 感光胶与网版厚度控制
薄膜开关电路层对油墨膜厚有严格要求,感光胶的涂布方式和厚度直接影响印刷膜厚:
银浆层:感光胶厚度建议15~25μm,确保足够的下墨量达到导电性要求
碳浆/绝缘层:感光胶厚度10~15μm,保持图形精度同时控制膜厚
面板图文:感光胶厚度8~12μm,精细图案要求精准边缘
工艺技巧:网版晒制时,真空抽气要充分(抽气时间不少于3分钟),防止菲林与感光胶之间有空气导致曝光虚边。曝光时间需通过阶梯曝光测试确定最佳值,一般金属网版曝光时间是聚酯网版的1.5~2倍。

精密印刷的薄膜开关线路——线条清晰,无断线渗墨
四、关键工艺参数设定——精度与效率的平衡
4.1 刮板参数
参数推荐值影响说明刮刀硬度70~80度肖氏A(中软)硬度过高压力不均,过软导致油墨厚度不一致刮刀角度70~80度角度越小下墨量越大;薄膜开关推荐稍大角度,控制膜厚印刷速度80~150 mm/s速度过快下墨不均;银浆粘度高,速度不宜过快刮刀压力0.15~0.25 MPa压力过大拉伸网版,压力过小下墨不足回墨速度200~300 mm/s快速回墨防止油墨干燥堵网4.2网距与套色对位
薄膜按键电路通常需要3~4层套色印刷,套色精度直接影响线路短路/断路风险和触点对位准确性:
网距(网版底面与承印物间隙):0.5~1.5mm,过大跳距增大,过小回弹不足
套色精度要求:一般触点图形不超过±0.1mm;精密线路(线宽小于0.5mm)不超过±0.05mm
定位方式:三孔定位销(适合片材定位)或CCD光学对位(适合高精度连续印刷)
常见失误:PET薄膜受温度和湿度影响会产生微量伸缩,批量印刷时需在恒温恒湿环境(温度22~26摄氏度,湿度50~65%RH)下进行,并且每次换墨/清网后须重新校验定位精度。
4.3 烘干固化参数
浆料类型推荐固化温度时间注意事项低温导电银浆120~150摄氏度20~30分钟温度不足银粉烧结不完全,方阻偏高高温导电银浆150~180摄氏度20~40分钟需基材耐温,PC基材不适用导电碳浆120~150摄氏度15~25分钟碳浆较易固化,但需彻底干透再印下一层绝缘油墨120~150摄氏度20~30分钟绝缘层固化后方可进行下层印刷,防止污染面板UV油墨UV固化0.5~2秒/次需配合UV隧道炉,照射强度不低于120mJ/cm²五、常见缺陷分析与解决方案
5.1 电路断线(开路)
断线是薄膜按键电路中最严重的缺陷,导致按键功能完全失效。
原因排查:① 银浆粘度过高或网版堵网 → 解决:加稀释剂调至5000~10000cP,印刷前充分搅拌银浆② 网版图形有砂眼或局部脱膜 → 解决:晒版后仔细检查,用封网浆修补砂眼③ 刮刀边缘有缺口 → 解决:每500次印刷检查刮刀,及时更换磨损刮刀④ PET基材表面有油污或灰尘 → 解决:印刷前用酒精擦拭基材,保持工作台洁净
5.2 线路短路
短路表现为相邻线路导通,是套色偏差或银浆渗透过多导致的。
原因排查:① 套色偏差导致线路叠合 → 解决:重新校准定位销,检查CCD对位系统② 银浆粘度过低,印刷扩展 → 解决:提高银浆粘度至合理范围,减小刮刀压力③ 网距过小,回弹不足,油墨粘连 → 解决:适当增大网距至1.0~1.5mm④ 基材有静电吸附墨丝 → 解决:安装静电消除器,控制环境湿度不低于50%
5.3 方阻超标
原因排查:① 烘干温度/时间不足,银粉烧结不完全 → 解决:延长烘烤时间或提高温度,用四探针方阻仪检测② 银浆使用前未搅拌均匀,银粉沉降 → 解决:使用前充分搅拌20分钟,加热至25摄氏度使用③ 银浆膜厚不足(低于8μm) → 解决:调整感光胶厚度或降低印刷速度增加下墨量④ 银浆被碳浆或溶剂污染 → 解决:各工序使用独立清洁工具,防止交叉污染
5.4 附着力不良
原因排查:① 基材表面张力不足(低于38 dyne/cm) → 解决:补充电晕处理,处理后4小时内使用② 基材表面有脱模剂或指纹污染 → 解决:严格执行防污手套规范,印前酒精擦拭③ 油墨与基材不匹配 → 解决:更换对应基材专用浆料④ 固化不充分 → 解决:参照浆料厂商提供的固化曲线严格执行

PLC智能控制系统——参数精确设定,故障自动诊断
六、横川崎全自动薄膜开关丝印设备推荐
薄膜按键电路的精密特性,对丝印设备的精度、稳定性和自动化程度提出了很高要求。横川崎全自动薄膜开关丝印机,专为薄膜开关、柔性电路、电热膜等精密薄膜产品的规模化生产而研发,是国内薄膜按键制造商的主流选择之一。
6.1 HCQ-520 全自动平面薄膜开关丝印机
HCQ-520是专为片材薄膜开关设计的全自动丝印机,配备三点精密定位系统,确保多层套色的高度重复精度:
印刷台尺寸:500×700mm / 600×700mm / 800×700mm(可按客户需求定制)
印刷速度:0~4500印次/时,适合大批量生产
定位系统:三点定位销(片材)/ 激光对位(透明薄膜)
套色精度:±0.025mm,满足精密薄膜开关线路要求
控制系统:PLC + 中文触摸屏,全程参数可编程存储
适用厚度:0.05~5mm,从超薄薄膜到厚实PC板均可处理
横川崎全自动卷对卷丝印机——适合卷材薄膜按键连续生产
6.2 HCQ-5080 全自动卷对卷薄膜丝印机
对于需要卷材连续生产的薄膜按键(如大批量薄膜开关半成品),HCQ-5080卷对卷丝印机提供更高效率的解决方案:
驱动系统:日本安川伺服电机 + 台湾广用高精密减速机
追踪系统:德国SICK微米级电眼追踪,精度不超过25μm
套色精度:可达±0.025mm,满足高密度电路需求
烘干配置:40~60米循环热风烘道,温度精确可调
适用材料:PET、PVC、PC薄膜,FPC基材,薄膜开关卷材
生产效率:连续卷对卷生产,大幅减少人工,降低人为误差

横川崎HCQ-5080卷对卷丝印机——进口核心部件,稳定可靠
横川崎技术服务承诺:提供设备调试上门服务,针对薄膜开关电路丝印提供工艺参数指导,包括银浆粘度调配、网版目数选型、烘烤曲线设定、套色对位调整等全流程技术支持,助力新客户快速实现稳定量产。
七、量产质量管控体系
7.1 来料检验(IQC)
PET基材:厚度公差±5%,表面张力不低于42 dyne/cm,透光率(面板层)不低于88%
导电银浆:方阻、粘度、固化温度参数核对,每批次进行3个测试印样
导电碳浆:方阻范围50~200Ω/sq,附着力不低于4B
绝缘油墨:绝缘电阻不低于10的12次方欧姆,耐压不低于500V
7.2 过程检验(IPQC)
每换批次/每500张:取样检测方阻,合格范围内方可继续生产
每班次:检查刮刀磨损情况,测量网版张力(允差±2N/cm²)
套色精度:首件及每2小时取样,用显微镜测量对位偏差
膜厚检测:使用电涡流测厚仪测量银浆层厚度(目标8~15μm)
7.3 成品检验(FQC)
电气性能:100%在线导通测试(ICT),检测断线/短路/方阻超标
附着力测试:ASTM D3359交叉切割法,每批次抽样不少于3片,合格率不低于99%
耐弯折测试:R=5mm弯折10万次,电阻变化率不超过20%
外观检验:线宽偏差不超过±0.05mm,无断线、无短路、无墨点、无气泡
量产经验数据参考:使用横川崎全自动薄膜开关丝印机配合规范工艺管控,薄膜按键电路的良率可稳定在98%以上,单台设备日产能可达10000~50000片(根据尺寸及层数不同),是手工丝印效率的8~15倍。
结语
触膜按键电路丝网印刷是一项涵盖材料科学、印刷工艺、质量管控的系统工程。成功的量产实践,需要将高品质的银浆/碳浆材料、精密制作的网版、科学设定的工艺参数,与稳定可靠的全自动丝印设备有机结合,并建立从原材料到成品的全流程质量管控体系。
横川崎深耕丝网印刷设备领域多年,积累了丰富的薄膜开关电路丝印量产经验。我们不仅提供高精度的全自动丝印设备,更为客户提供从工艺选型到量产爬坡的全程技术支持,帮助您以最短时间、最低损耗,实现稳定的规模化生产。如需了解薄膜开关丝印设备的详细技术参数或申请样机试印,欢迎随时联系我们。