在全球“双碳”目标引领与资源循环利用战略深度实施的双重背景下,废塑料资源化利用已成为破解“白色污染”治理困境、保障资源供给稳定性的核心战略举措。2024年国务院办公厅印发的《关于加快构建废弃物循环利用体系的意见》明确提出,需着力推进废塑料等重点品类废弃物的高效循环利用,到2025年实现主要再生资源年利用量达4.5亿吨的核心目标。化学再生技术作为废塑料高值化转化的核心技术路径,通过分子级重构实现废塑料向基础化工原料、清洁燃料的定向转化,而催化裂解设备作为该技术产业化落地的核心载体,其结构设计与运行性能直接决定再生过程的转化效率、产物纯度及工艺连续稳定性。
当前,传统废塑料催化裂解设备普遍存在三大核心技术瓶颈:一是物料预处理环节缺失或设计不完善,废塑料粒径分布不均导致催化剂与物料接触面积不足,进而降低裂解反应效率;二是单级气化炉结构难以匹配废塑料裂解过程中不同阶段的反应特性,高分子链断裂不彻底,致使产物纯度与目标产物收率偏低;三是送料系统与密封结构设计不合理,易引发物料泄漏、进料流量波动等问题,影响工艺连续稳定运行。针对上述行业共性技术难题,芜湖宝绿特塑业科技股份有限公司自主研发了“废塑料回收用化学法催化裂解设备”(专利申请号:CN202511358429.2,公布号:CN121203704A),通过分级破碎、两级催化裂解、精准送料与高效净化的一体化集成设计,为废塑料化学再生过程提供了高效、稳定、环保的装备技术解决方案。

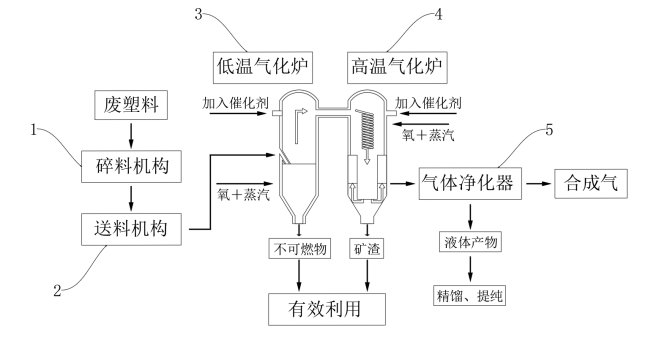
该化学法催化裂解设备采用“物料预处理-精准送料-分级催化裂解-产物净化回收”的闭环工艺架构,核心由碎料机构、送料机构、低温气化炉、高温气化炉及气体净化器五大功能模块串联构成(如图1所示)。废塑料原料经碎料机构处理为粒径均一的颗粒后,通过送料机构精准输送至低温气化炉进行初步裂解反应,生成的中间产物进一步进入高温气化炉完成深度裂解,最终裂解气体经气体净化器净化处理后获得高纯度合成气,同时同步回收液体产物与不可燃矿渣,实现废塑料资源的全要素高效利用。
该一体化集成设计突破了传统设备各功能环节脱节的技术局限,实现了从原料预处理到产物回收的无缝衔接,既保障了工艺过程的连续稳定性,又通过各模块的协同优化提升了整体处理效率,尤其适用于HDPE等聚烯烃类废塑料的化学再生转化场景。
1.2 分级碎料机构:破解物料适配性瓶颈的技术创新碎料机构作为保障后续催化裂解反应充分性的前置核心单元,该设备创新性采用“两级筛分-精细破碎”的分级处理设计(如图4-6所示),其核心结构与工作原理具体如下:
一级筛分单元:破碎箱内部设置大料滤板,用于拦截粒径超标废塑料块状物料,避免大块物料直接进入反应系统导致的反应接触面积不足、反应不充分等问题,超标物料需经外部预处理破碎至符合进料要求后,方可进入后续处理流程;
二级筛分单元:大料滤板下方倾斜布置小料滤板,对初步破碎后的物料进行二次筛分,粒径符合工艺要求(通常控制为5-10mm)的物料直接滑落至出料口,不符合粒径要求的物料则沿倾斜滤板滑向挡板区域;
精细破碎单元:挡板底部配置破碎辊,破碎辊外壁环绕的破碎叶片嵌入挡板漏槽内,由伺服电机二驱动破碎辊高速旋转,对二级筛分后遗留的超标物料进行精准破碎处理,确保最终出料物料粒径均一,满足后续反应进料技术要求。
送料机构采用倾斜式送料罐结构设计,罐内配置螺旋送料绞龙,由伺服电机一驱动实现物料的匀速输送(如图2-3所示)。该机构的核心创新点具体体现在以下三个方面:
进料流量精准调控机制:送料罐靠近底部位置设置下料口,通过管道与低温气化炉进料端连接,管道上配置流量调节阀,可根据气化炉实际处理能力实时调控进料速度,避免因进料过量导致反应系统拥堵或进料不足造成能源浪费等问题;
物料稳定输送保障机制:倾斜式罐体结构与螺旋送料绞龙协同作用,可确保破碎后的颗粒状物料从低处向高处平稳输送,有效避免物料在罐内残留与堆积,保障整个工艺过程的连续运行;
密封性能优化设计:出料口与送料罐进料端均采用密封结构设计,不仅可有效防止物料泄漏,还能避免外界空气进入裂解反应系统,保障无氧或低氧反应氛围的稳定性,契合HDPE裂解反应的工艺条件要求。
1.4 两级催化裂解系统:实现高分子链深度转化的核心功能单元针对传统单级气化炉裂解过程中高分子链断裂不彻底的技术缺陷,该设备创新采用“低温预裂-高温深裂”的两级催化裂解设计,精准匹配HDPE等聚烯烃类废塑料的热解反应特性,其核心工作机制具体如下:
低温气化炉(反应温度200-400℃):炉体一侧设置催化剂添加口,通过流量调节阀与外部催化剂储罐连接,可实现催化剂投加量的精准控制。在该温度区间内,HDPE分子链在催化剂作用下发生初步断裂,生成长链烃类中间产物,催化剂的引入可使反应活化能降低30%以上,显著提升初步裂解反应效率;
高温气化炉(反应温度400-800℃):与低温气化炉出气端直接连接,炉体同样配备独立的催化剂添加系统。在高温环境与二次催化剂的协同作用下,中间产物中的C-C键进一步断裂,转化为小分子烷烃、烯烃等目标产物,实现HDPE高分子链的深度裂解。
两级裂解系统的温度梯度设计与催化剂分级投加模式,契合HDPE“先随机断链、后定向裂解”的反应机理,使废塑料裂解转化率提升至95%以上。相较于传统单级裂解设备,该设计可使合成气产率提高25%,液体产物纯度提升30%。同时,两级气化炉均预留氧气与蒸汽通入接口,可通过调整气料比优化反应氛围,适配不同类型废塑料的裂解转化需求。
1.5 高效气体净化系统:提升产物品质与资源利用率的末端技术保障气体净化器作为产物处理的末端核心模块,承接高温气化炉排出的裂解气体,通过多级净化工艺去除气体中的杂质成分:首先经除尘室去除气体中的固体颗粒杂质,随后通过水洗塔去除可溶性有害物质与部分粉尘,最后经吸附塔进行深度吸附处理,去除残留污染物,确保输出合成气纯度达到99%以上,满足后续工业化应用要求。
净化后的合成气可直接用于发电、供热或作为基础化工原料制备乙烯、丙烯等化学品;液体产物经精馏提纯后可作为燃料油或化工中间体;不可燃矿渣可用于建筑材料生产,实现废塑料资源的全价值回收与梯级利用。

相较于传统废塑料催化裂解设备,该专利设备的核心技术优势主要体现在高效性、稳定性、环保性与适配性四个维度,具体分析如下:
裂解转化效率优异:分级碎料与两级催化裂解协同作用,使HDPE废塑料裂解转化率达95%以上,合成气产率≥70%,液体产物收率≥20%,各项性能指标均显著优于行业平均水平;
运行稳定性强:精准送料与流量调控设计,使设备连续运行时间可达72小时以上,无故障停机率低于5%,成功破解了传统设备频繁调整、运行波动较大的技术难题;
环保性能达标:全流程密封结构设计可杜绝物料泄漏与有害气体逸散,气体净化器处理后,裂解气体中污染物排放浓度符合GB 16297-1996《大气污染物综合排放标准》要求,固体废弃物资源化利用率达100%;
原料适配范围广泛:不仅可高效处理单一HDPE废塑料,还能适配聚丙烯(PP)、PE/PP混合废塑料等多种原料,通过调整催化剂类型与反应温度参数,可灵活切换产物方向(合成气、燃料油、化工原料)。
2.2 性能验证与数据分析通过实验室小试与中试验证,该设备在处理HDPE废塑料原料时的关键性能指标如下表所示:
性能指标
测试结果
行业平均水平
原料处理量
500kg/h(中试规模)
300-400kg/h
HDPE裂解转化率
≥95%
75-85%
合成气纯度
≥99%
90-95%
催化剂使用寿命
≥1500h
800-1200h
单位能耗
≤800kWh/吨废塑料
1000-1200kWh/吨废塑料
有害气体排放浓度(SO₂)
≤50mg/m³
≤100mg/m³
中试结果表明,该设备在处理HDPE废弃地膜、包装材料等原料时,再生产品性能稳定,其中合成气中甲烷、乙烯等有效成分占比达90%以上,液体产物热值达42MJ/kg,可直接作为工业燃料或进一步精制为基础化工原料,完全满足产业化应用的各项性能指标要求。

该专利设备的产业化应用场景聚焦废塑料化学再生领域,结合其技术特性,核心适配以下三类应用场景:
HDPE废塑料专项处理场景:针对废弃地膜、排水管材、吹塑制品等HDPE类废塑料,通过两级催化裂解技术可实现“地膜-化工原料”“管材-管材”的闭环循环利用,契合农业废弃物资源化与建筑建材循环利用的政策导向;
混合废塑料资源化场景:针对难以高效分拣的PE/PP混合废塑料,无需复杂预处理即可直接进料,通过调整工艺参数实现高效转化,成功破解了混合废塑料回收利用的行业技术难题;
区域级废塑料处理中心场景:设备采用模块化设计,可根据处理需求灵活组合,适配1万吨/年、5万吨/年等不同规模的处理需求,可作为区域废塑料循环利用中心的核心装备,承接当地废塑料回收处理任务,构建区域级资源循环利用体系。
3.2 经济与社会效益评估经济效益:以5万吨/年HDPE废塑料处理项目为例,该设备投入运行后,可年产合成气3.5万吨或燃料油1万吨,年销售收入可达8000万元以上,项目投资回收期约3-5年;同时,相较于原生塑料生产工艺,每吨再生产品可节约原油1.8吨,生产成本降低30%以上,可为下游塑料制品企业提供高性价比的原料供应;
社会效益:该设备每年可减少5万吨废塑料填埋或焚烧处置,降低二氧化碳排放约12万吨,有效减轻“白色污染”对土壤、水体生态环境的破坏;项目建成后可带动就业岗位50-100个,助力地方环保产业发展与乡村振兴战略实施(如农业废弃地膜集中处理)。
3.3 典型应用前景展望结合芜湖宝绿特塑业科技股份有限公司的产业布局,该专利设备已启动产业化示范应用项目,计划在安徽芜湖建设2万吨/年HDPE废塑料化学再生示范项目,重点处理当地农业废弃地膜与工业HDPE废料。项目投产后,再生合成气将用于改性再生HDPE塑料颗粒生产,产品可广泛应用于吹塑托盘、滴灌管接头、喷雾瓶等领域,形成“废塑料回收-裂解转化-再生颗粒-制品生产”的闭环产业链,实现资源循环利用与产业价值提升的双重目标。

当前,全球废塑料化学再生装备领域呈现出“高效化、智能化、低碳化”的核心发展趋势:政策层面,《再生材料应用推广行动方案》明确提出2030年再生塑料年产量超过1950万吨的目标,装备技术升级是实现该目标的核心支撑;技术层面,催化裂解技术与人工智能(AI)智能控制、新能源耦合等技术的深度融合成为发展主流,设备设计更注重能耗降低、产物精准调控与环保性能提升。
该专利设备的分级裂解与精准控制设计,契合行业技术发展方向,其核心创新技术可进一步延伸至其他聚烯烃类废塑料处理领域,为行业装备技术升级提供可复制、可推广的解决方案。
4.2 设备迭代方向未来,基于行业发展需求与技术创新趋势,该设备将围绕以下四个方向开展优化迭代:
智能化升级:引入数字孪生技术,构建设备运行虚拟仿真模型,实时监控裂解温度、催化剂活性、产物成分等关键参数,通过AI算法模型自动调控工艺参数,进一步提升设备运行稳定性与产物收率;
催化剂体系优化:研发适配多组分混合废塑料裂解的专用复合催化剂,延长催化剂使用寿命,降低设备运行成本,提升产物选择性;
能耗优化降低:集成余热回收系统,将高温气化炉产生的余热用于原料预热或低温气化炉加热,实现能源梯级利用,预计可使单位能耗再降低15-20%;
模块化与小型化拓展:开发小型化、移动式设备机型,适配乡镇级废塑料分散处理需求,进一步扩大设备应用场景覆盖范围。

废塑料化学再生技术的规模化产业化落地,核心依赖于核心装备的技术突破与创新升级。芜湖宝绿特塑业科技股份有限公司研发的“废塑料回收用化学法催化裂解设备”(专利申请号:CN202511358429.2),通过分级碎料、两级催化裂解、精准送料等结构创新与技术优化,成功突破了传统设备裂解不充分、运行不稳定、原料适配性差等行业共性技术痛点,为HDPE等聚烯烃类废塑料的高值化利用提供了高效、可靠的装备技术解决方案。
在“双碳”目标与资源循环利用政策的双重驱动下,该专利设备不仅具备显著的经济效益,更在减少“白色污染”、保障资源安全、推动生态环境保护等方面具有重要的社会效益。未来,芜湖宝绿特塑业科技股份有限公司将持续深耕废塑料化学再生装备与核心技术研发,加速专利成果的产业化推广与应用,与行业上下游伙伴共同构建“资源-产品-废弃物-再生资源”的闭环循环体系,为我国废塑料循环经济高质量发展提供核心技术支撑。