在新能源浪潮席卷全球的今天,锂电池早已成为我们生活中不可或缺的 “能量心脏”。但一块小小的电池,从正极粉末到最终的电芯成品,背后是一套精密复杂的先进制造体系。它不仅决定了电池的能量密度、循环寿命和安全性,更直接影响着产业的成本和规模化进程。
今天,我们就通过五张核心图解,深度拆解锂电池先进制造的全流程、底层机制、成本逻辑、产业化挑战和未来范式。

 一、锂电池制造全流程:从 “粉末” 到 “电芯” 的九步魔法
一、锂电池制造全流程:从 “粉末” 到 “电芯” 的九步魔法一块锂电池的诞生,要经过从材料到成品的九大核心工序,每一步都精准控制着关键物理量和质量节点,任何一个环节的偏差都可能导致最终产品的性能衰减或报废。
1. 材料体系:性能的 “基因库”核心材料正极(NCM/NCA/LFP)、负极(石墨 / 硅碳)、导电炭黑、聚合物粘结剂、隔膜、集流体箔材。关键指标粒径 D50、比表面积、含水量,这些参数直接决定了后续加工的可行性和最终电池的性能。2. 粉体处理:粉末的 “预处理”核心工序筛分(除杂)、解聚(打散团聚颗粒)、表面改性 / 包覆(改善分散性和导电性)。目标控制团聚,提升粉体流动性,为后续混浆打下均匀的基础。3. 混浆与流变:“电池面糊” 的调配核心挑战在混浆罐中实现固含量与粘度的平衡,确保导电剂网络的有效形成。关键参数固含量、粘度 η、屈服应力、触变性,直接影响涂布的均匀性和电极的微结构。4. 涂布成膜:“刷油漆” 的艺术核心工序将浆料均匀涂覆在铜箔或铝箔上。质量控制点涂布窗口与均匀性、面密度与厚度控制、边缘缺陷抑制,湿膜厚度和线速度是核心调控参数。5. 干燥与溶剂管理:去除 “水分” 的考验核心挑战在多区干燥炉中,控制干燥速率,防止粘结剂迁移到表面,导致电极内部结构不均。关键价值溶剂回收不仅是环保要求,更是降低生产成本、提升生产效率的关键。6. 辊压致密化:“压面条” 的优化核心目标通过双辊压实,调控孔隙率和压实密度,平衡导电网络与离子通道。风险点过度压实会导致离子传输受阻,而过松则会降低能量密度。7. 分切与极片成型:“裁剪” 的精度核心要求控制毛刺和掉粉,管理尺寸公差,确保极耳一致性和边缘完整性,防止粉尘污染。8. 电芯组装:“卷绕 / 叠片” 的精密组装核心工艺卷绕(适合圆柱 / 软包)或叠片(适合方形 / 刀片电池)。质量关键对齐与层压精度、焊接与封装完整性、结构一致性,直接影响电池的安全性和循环寿命。9. 注液、浸润与化成老化:激活 “心脏” 的最后一步核心过程注入电解液,等待其充分浸润电极,然后通过首次充放电(化成)形成稳定的 SEI 膜。时间成本化成老化时间占整个生产周期的 50% 以上,是提升产能的核心瓶颈之一。全程质量监控:
通过在线厚度 / 面密度测量、AI 视觉缺陷检测、EIS 阻抗分析等技术,实时监控产品质量,确保成品一致性。核心瓶颈与成本热点:干燥能耗、叠片 / 层压节拍、化成老化时间,是当前锂电池制造中最主要的成本和效率痛点。
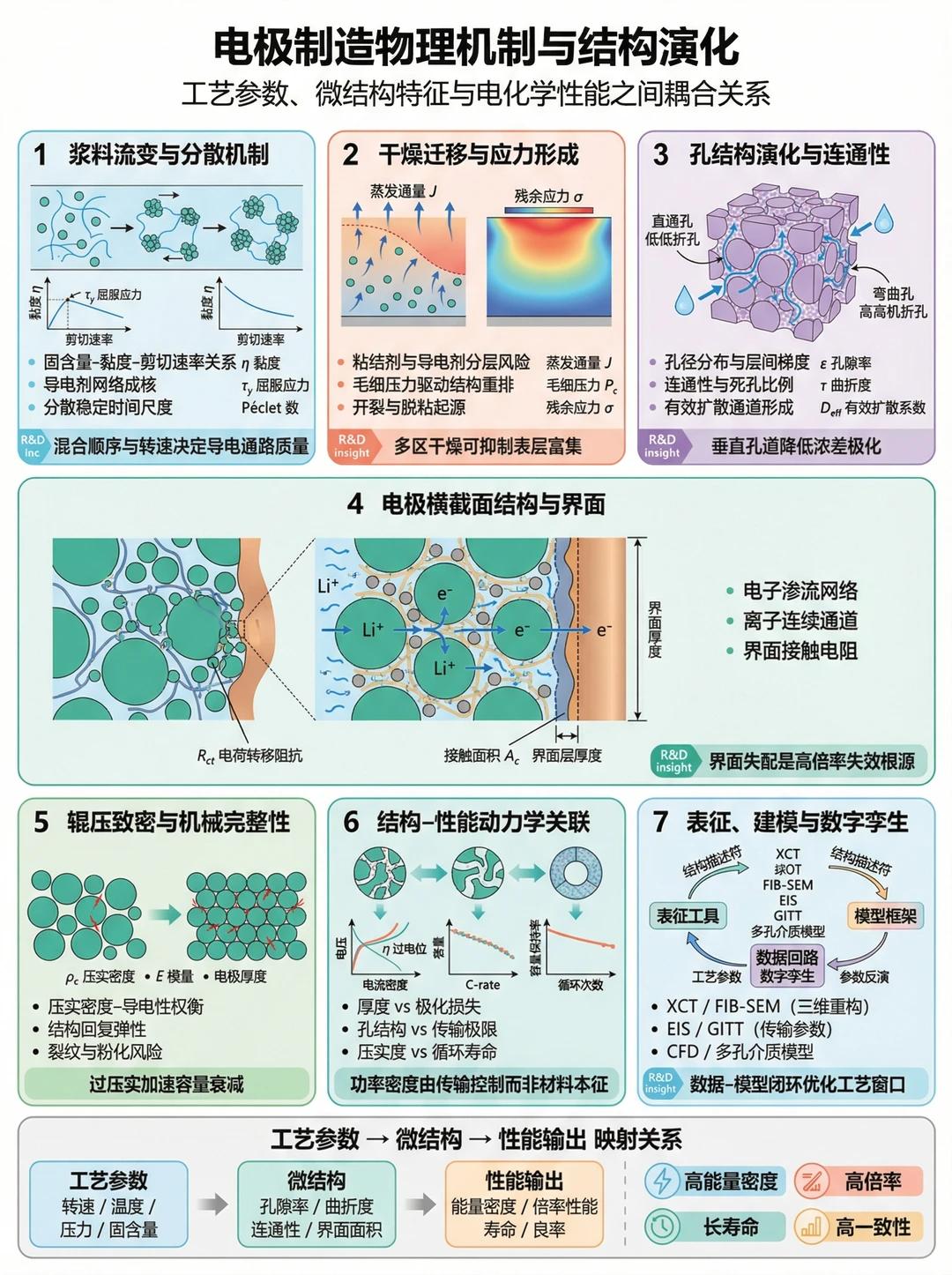
二、电池机制性能要素:工艺参数如何决定 “生死”锂电池的性能并非只由材料本身决定,制造过程中的每一个工艺参数,都会通过影响电极的微结构,最终深刻地影响其电化学性能。
1.浆料流变与分散机制混合顺序与转速直接决定了导电剂网络的形成路径。如果分散不均,会导致局部导电性差,电池倍率性能低下。固含量 - 粘度关系影响涂布的均匀性,进而影响电极的孔隙结构。2. 干燥迁移与应力形成粘结剂迁移风险在干燥过程中,如果控制不当,粘结剂会向表面富集,导致电极内部粘结力不足,循环过程中容易粉化。残余应力干燥产生的应力是电极开裂和脱粘的主要来源,多区干燥技术可以有效抑制这种现象。3. 孔结构演化与连通性孔径分布与曲折度决定了锂离子的传输路径。垂直孔道多、曲折度低的电极,能显著提升快充性能。有效扩散通道是实现高倍率和长寿命的关键,也是当前厚电极技术的核心挑战。4. 电极横截面结构与界面电子渗流网络由导电剂和活性物质构成,决定了电子传输效率。离子连续通道由孔隙和电解液构成,决定了离子传输效率。界面失配是导致高倍率下电池失效的根本原因。5. 辊压致密化与机械完整性压实密度与导电性的权衡过度压实会破坏导电网络,降低导电性;压实不足则会浪费空间,降低能量密度。结构回复弹性影响电极在充放电过程中的体积变化容忍度。6. 结构 - 性能动力学关联核心结论电池的功率密度(快充能力)是由传输过程(离子 / 电子)控制的,而非材料本身的本征性能。这意味着,通过优化制造工艺,我们可以显著提升电池的快充能力。三、电池生产成本分析:钱都花在了哪里?锂电池的制造成本是其产业化的核心竞争力。通过拆解制造流程,我们可以清晰地看到成本的分布和优化的空间。
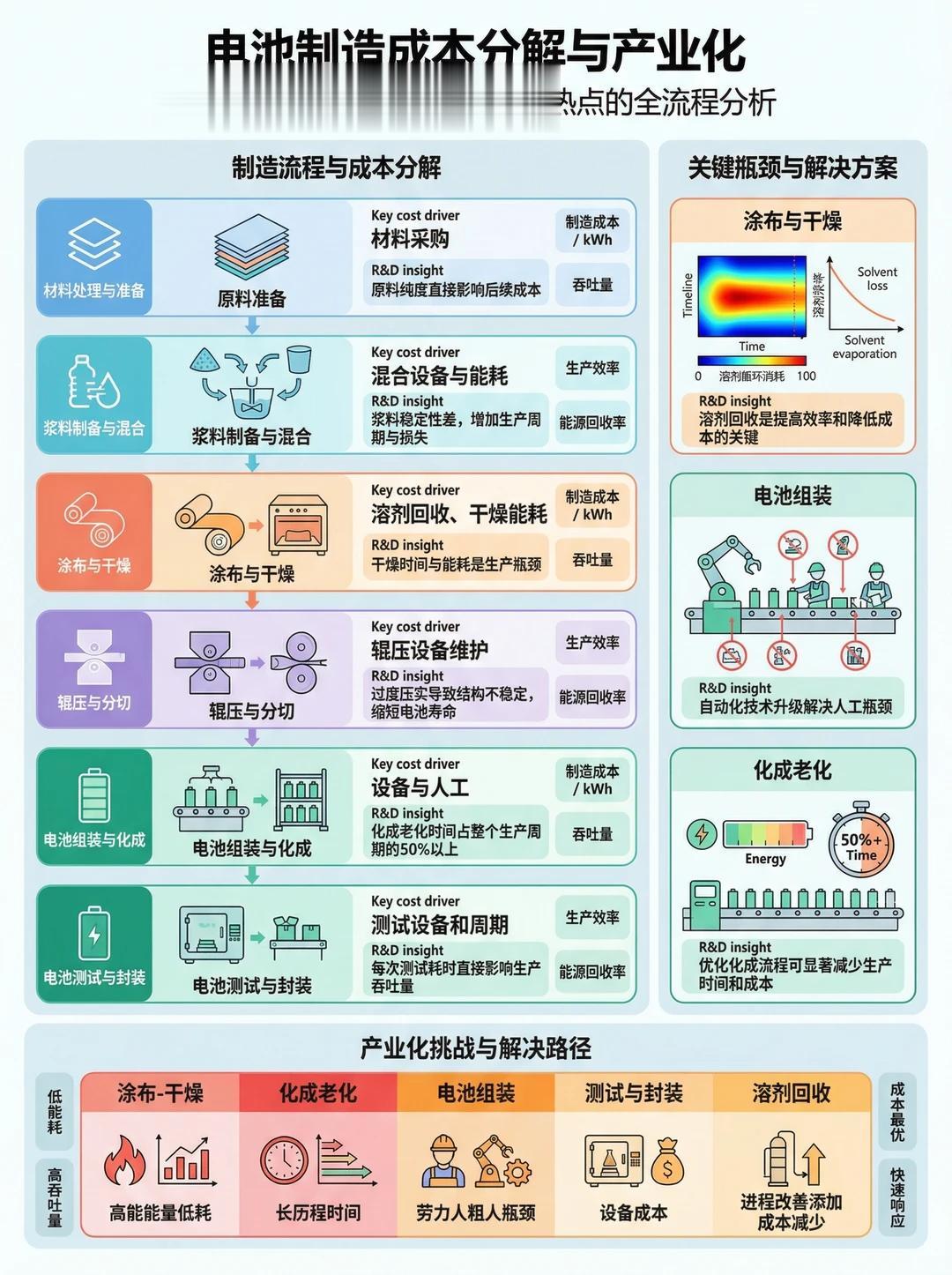
1. 制造流程与成本分解材料采购最大的成本驱动因素,原料的纯度和一致性直接影响了后续所有工序的成本和良率。浆料制备与混合混合设备的能耗和浆料的稳定性,增加了生产周期和损耗。涂布与干燥干燥能耗和溶剂回收是最大的生产瓶颈,也是成本优化的关键。辊压与分切过度压实会导致结构不稳定,缩短电池寿命,增加了售后成本。电池组装与化成化成老化时间占整个生产周期的 50% 以上,人工和设备成本高昂。电池测试与封装每次测试的耗时直接影响了生产吞吐量。2. 关键瓶颈与解决方案涂布与干燥溶剂回收技术是提升效率和降低成本的关键。电池组装自动化技术升级是解决人工瓶颈的必由之路。化成老化优化化成流程,采用更高效的化成策略,可以显著减少生产时间和成本。3. 产业化挑战与解决路径低能耗开发高能效的干燥和烧结技术。高吞吐量提升叠片 / 卷绕和化成的节拍速度。成本最优通过溶剂回收、工艺简化等方式降低单位成本。快速响应通过模块化产线设计,快速切换产品型号。四、工业化放大生产关键:从实验室到工厂的 “鸿沟”在实验室里表现优异的材料,在产业化过程中往往会遇到各种意想不到的问题。这是因为从纽扣电池到大规模电芯,存在着显著的尺度放大效应和系统级工程约束。
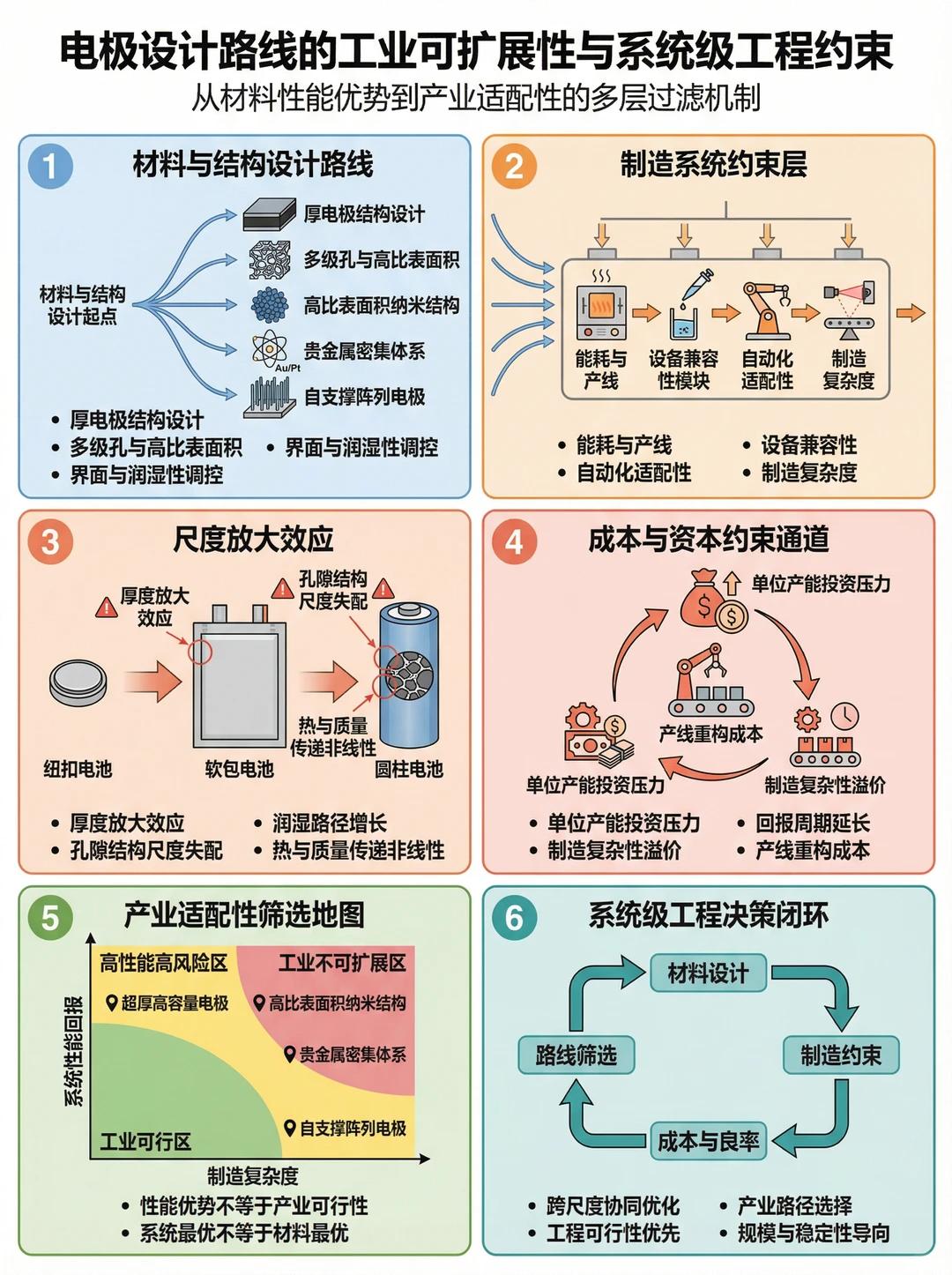
1. 材料与结构设计路线厚电极结构设计能提升能量密度,但干燥和浸润难度呈指数级增长。高比表面积纳米结构性能优异,但加工难度大、成本高,难以规模化。贵金属密集体系性能好,但成本高昂,不适合大规模应用。2. 制造系统约束层能耗与产线高能耗工艺限制了产能。设备兼容性新材料往往需要全新的设备,增加了投资成本。自动化适配性复杂工艺难以实现自动化,限制了规模化。3. 尺度放大效应厚度放大效应从纽扣电池的几十微米到动力电池的几百微米,干燥和浸润的难度非线性增长。孔隙结构尺度失配实验室中的理想孔结构,在放大后难以保持。热与质量传递非线性在大规模生产中,温度和浓度分布的均匀性控制变得极为困难。4. 产业适配性筛选地图高性能高风险区如超厚高容量电极,性能好但制造难度极大。工业不可扩展区如高比表面积纳米结构、贵金属密集体系,难以规模化。工业可行区如自支撑阵列电极,在性能和可制造性之间取得了平衡。核心启示:性能优势不等于产业可行性,系统最优不等于材料最优。在产业化过程中,我们必须优先考虑工程可行性和规模稳定性。
五、电池先进制造未来范式:从经验驱动到数据驱动未来的锂电池制造,将不再是依赖工程师经验的 “黑箱” 操作,而是转向数据驱动、跨尺度协同的智能化制造。
1. 跨尺度协同设计与参数映射从原子到系统建立原子参数(孔隙结构)→微结构(离子路径)→电极结构(系统功率)的多尺度耦合模型,实现从材料设计到系统性能的精准预测。2. 原位与在线制造监测与反馈控制实时感知通过光学相机、红外、X 射线等技术,在线测量厚度、孔隙率、溶剂挥发和温度场,识别缺陷和裂纹。闭环控制将监测数据实时反馈给过程控制单元,实现制造过程的动态优化。3. 数据驱动工艺窗口建模与优化高维空间学习利用 AI 技术,在速度、粘度、压力等多变量空间中,寻找最优的 “鲁棒工艺窗口”,预测失效模式。4. 模块化电极架构与产线适配设计平台化制造设计通用的电极接口,实现跨产线(软包 / 圆柱 / 方形)的结构兼容和规模切换,无需重构产线。5. 可持续制造与材料回收工程设计闭环物质流从电池设计之初就考虑拆解和回收,实现活性物质、集流体、电解液的闭环再利用。6. 方法论整合与工程决策系统多源数据融合整合结构参数库、制造数据流、成本模型和可靠性模型,通过工程决策引擎,输出最优的设计方案、工艺窗口和产线配置。总结:先进制造,定义锂电池的未来锂电池的先进制造,是一场横跨材料科学、机械工程、自动化和人工智能的系统工程。它不仅是将粉末转化为能量的魔法,更是平衡性能、成本和规模的艺术。
从全流程的精密控制,到对微结构与性能关联的深刻理解;从成本瓶颈的逐一突破,到产业化过程中的系统约束筛选,再到未来数据驱动的智能制造范式,每一步都在推动锂电池产业向着更高能量密度、更低成本、更可持续的方向发展。
文章来源:锂电材料工艺
注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有。文中观点仅供分享交流,不代表本站立场以及对其内容负责,如涉及版权等问题,请您告知,我将及时处理。